Строй-Техника.ру
Строительные машины и оборудование, справочник
Вводные рубильники. При наладочных работах проверяют и подтягивают клеммные соединения проводов, крепление изолирующей платы. Проверяют и регулируют зазоры между губками пинцетов. Пробным включением и отключением проверяют, входят ли ножи в пинцеты без перекосов. Зазоры между губками пинцетов должны быть равны половине толщины ножа. Для проведения работы необходимо отключить вводный рубильник и разрядить проходные конденсаторы. Для этого отключают вводный рубильник. Присоединяют к его корпусу болтом закорачивающий проводник. Затем проверяют исправность цепи зануления. Такую проверку можно произвести указателем напряжения типа МИН-1 или индикатором напряжения типа ИН-92, или другим вольтметром на соответствующее напряжение переменного тока. Если при прикосновении прибора к корпусу вводного рубильника и к токоведущей части его, находящейся под напряжением, лампа МИН-1 светится, а стрелка вольтметра отклоняется, то цепь зануления исправна. В противном случае производят поиск и устранение обрыва нулевого провода.
За состоянием клеммных соединений проводов необходимо следить по той причине, что в процессе эксплуатации при включении электродвигателя главного привода под воздействием пусковых токов и при работе электродвигателя клеммные соединения проводов вводного рубильника и всей силовой цепи нагреваются, вследствие чего расширяются. Этому расширению противодействуют крепления клеммных соединений. Провода, находящиеся в зоне креплений, сминаются. В паузах между включениями клеммные соединения проводов остывают и сужаются. При длительной работе в таком режиме электродвигателя происходит постепенное ослабление клеммных соединений проводов силовой цепи, увеличивается их переходное сопротивление, в связи с чем усиливается нагревание. Это приводит к интенсивному дальнейшему окислению контактных поверхностей клеммных соединений проводов и к последующему их подгоранию с потерей проводимости, что при отсутствии надежной защиты приводит, как правило, к сгоранию обмотки электродвигателя. Учитывая это обстоятельство при обнаружении ослабленного клеммного соединения провода его необходимо разобрать, контактные поверхности гаек, шайб и проводов зачистить и собрать клеммное соединение.
Периодически проверяют состояние поверхностей контактов: контактная стойка — нож, нож — контактная стойка.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
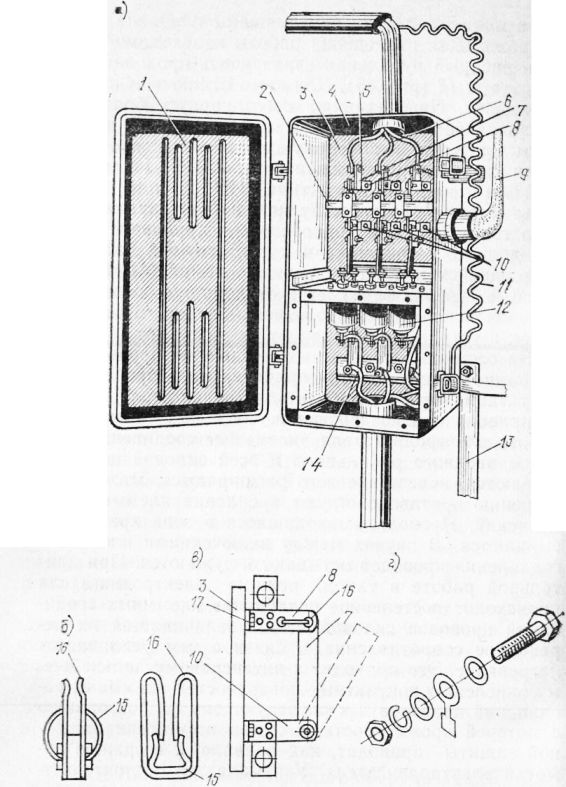
Рис. 1. Вводный рубильник ВУ-1
а — общин вид, б — пинцеты, в — контактные стойки и ножи, г — клемм кое соединение провода, 1 — крышка, 2 — траверса, 3 — изолирующее ос нование (плата), 4 — кожух, 5 —клеммное соединение провода, 6 — вход ной провод, 7 — нож, 8 — контактная стойка, 9 — рукоятка, 10 — шарнир ная стойка, И — зануляющий провод, 12 — проходные конденсаторы, 13 вануляющая магистраль, 14 — выходной провод, 15 — пружинное кольцо 16 — губки пинцета, 17 — болт
При частом включении и отключении контакты вводного рубильника самозачищаются и специально их зачищать нет необходимости. В тех случаях, когда вводный рубильник находится длительное время во включенном состоянии, его контакты окисляются. При этом их проводимость уменьшается, контакты нагреваются и подгорают. Для уменьшения этого вредного явления рекомендуется периодически, не реже 1 раза в месяц, производить отключения и включения вводного рубильника. Подтягивают крепления изолирующей платы, траверсы, ножей, стоек шарнирных и контактных.
Если в процессе эксплуатации лифта будет обнаружен обрыв нулевого провода, об этом необходимо поставить в известность лицо, ответственное за исправное состояние и исправное действие данного лифта. Во избежание ухудшения эксплуатационных качеств вводного рубильника и другой электроаппаратуры не рекомендуется зачищать контактные поверхности клеммных соединений проводов, пинцетов, ножей, контактов шлифовальной шкуркой, так как частицы абразивного материала втираются в металл контактов, ухудшают проводимость и приводят к их перегреву и последующему подгоранию.
Наладка электроаппаратов, установленных на панелях управления. При наладочных работах электроаппараты проверяют на отсутствие магнитного залипания. Для этого после пуска кабины в ход производят ее остановку кнопкой «Стоп» или отключением вводного рубильника. После снятия напряжения с катушек электроаппаратов не должно быть заметной задержки отпадания якоря электроаппарата от ярма (кроме реле времени). Отпадание якорей электроаппаратов должно происходить одновременно с нажатием кнопки «Стоп» или отключением вводного рубильника. При обнаружении магнитного залипания якоря запрещается принимать какие-либо меры по устранению дефекта. Такой электроаппарат заменяют. Проверяют электроаппараты также на отсутствие механических заеданий. Для этого при отключенном вводном рубильнике воздействием на якорь электроаппарата доводят его до упора в ярмо. При отпускании якорь без задержки должен прийти в исходное положение. Такую манипуляцию необходимо с каждым электроаппаратом произвести несколько раз. При обнаружении механических заеданий причину неисправности выявляют и устраняют.
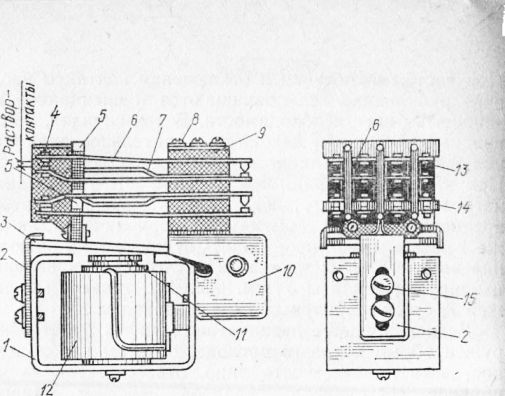
Рис. 2. Реле РПУ-1
1 — ярмо, 2 — регулировочная пластина, 3 — якорь, 4 — подвижная и неподвижная части 3-контакта, 5 — траверса, 6 — контактная пластина, 7 — рессорная пружина, 8 — винт, 9 — изолирующие пластины, 10 — кронштейн, 11 — полюсный наконечник, 12 — катушка, 13 — ряд 3-контактов, 14 — ряд, Р-контактов, 15 — регулировочные винты
Контактные поверхности контактов реле и контакторов очищают чистым бархатным надфилем, после чего шлифуют кожей или обратной стороной (матерчатой) наждачной шкурки. При обработке необходимо сохранять конфигурацию контактов. После зачистки убеждаются в отсутствии на изолирующих контактных поверхностях металлической пыли, а между контактами волосков от кисти, которой очищают контакты.
Проверяют и регулируют провалы и растворы контактов всех реле и контакторов. При снятом напряжении и после проверки его отсутствия на всех предохранителях, установленных на панели управления,, приступают к регулировочным работам. У реле типа РПУ-1 проверяют растворы всех 3-контактов. Эти растворы должны быть не менее 2 мм, причем зазор между якорем и ярмом должен быть не менее 4 мм, проверяют действие рессорных пружин, которые возвращают контактные пластины в исходное положение. При этом необходимо следить за тем, чтобы ход контактных пластин при обесточенном реле ограничивался нажимными элементами траверсы и оессорными пружинами. Подгибкой рессорных пружин у основания можно отрегулировать положение контактных пластин и растворы контактов. Проверяют и регулируют провалы 3-контактов. Для этого нажатием на якорь реле в направлении ярма приводят в соприкосновение подвижные и неподвижные контакты. Зазор между якорем и ярмом (дополнительный ход якоря) должен быть не менее 1,5 мм. Подгибкой рессорных пружин у основания устанавливают требуемые провалы контактов.
Проверяют и регулируют провалы Р-контактов. Нажимают на якорь до упора в ярмо и, отпуская его, приводят в соприкосновение Р-контакты. Образовавшийся зазор между якорем и ярмом должен быть не менее 1,5 мм. Подгибкой рессорных пружин у основания регулируют положение контактных пластин. При этом растворы Р-контактов должны находиться в пределах 3—4 мм. Провалы и растворы контактов реле типа РПУ-3 должны удовлетворять требованиям завода-изготовителя, а при отсутствии этих данных — вышеуказанным требованиям.
Электромагнитное реле времени. Проверяют и регулируют провалы 3-контактов.. Нажатием внизу вручную на якорь в направлении ярма приводят в соприкосновение подвижные контакты с неподвижными контактами. При этом зазор между якорем и ярмом должен быть не менее 2 мм. После соприкосновения якоря с ярмом добавочный ход подвижных контактов (провал контактов) должен быть не менее 2 мм. Завинчиванием гаек увеличивают, а отвинчиванием—уменьшают провал контактов, если при проверке обнаружено, что этот провал соответственно меньше или больше указанного. Положение неподвижных контактов фиксируют затягиванием гаек. Проверяют и регулируют растворы 3-контактов. Отвинчиванием контргайки ослабляют крепление регулировочного винта, вывинчиванием этого винта увеличивают растворы контактов, если этот раствор меньше 4 мм. После окончания регулировки положение винта фиксируют затягиванием контргайки. Проверяют и регулируют провалы Р-контактов при отсутствии воздействия на якорь реле. Отвинчиванием гаек увеличивают, я завинчиванием — уменьшают провалы контактов, если они соответственно меньше или больше 2—4 мм. После окончания регулировки положение неподвижных контактов фиксируют затягиванием гаек.
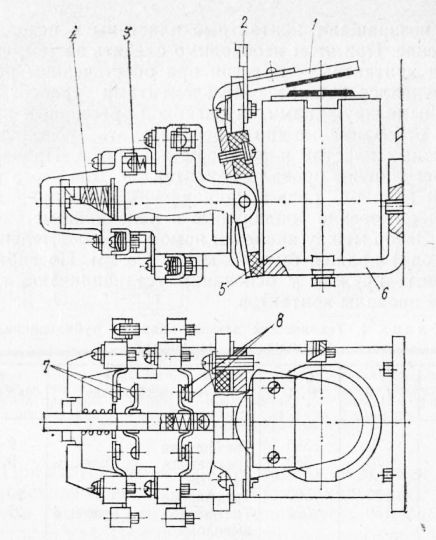
Рис. 3. Реле РПУ-3
1 — якорь, 2 — регулировочная пластина, 3 — клеммы для присоединения проводов, 4 — пружина, 5 — катушка, 6 — ярмо, 7 —подвижная и неподвижная части 3-контакта, 8 — подвижная и неподвижная части Р-контакта
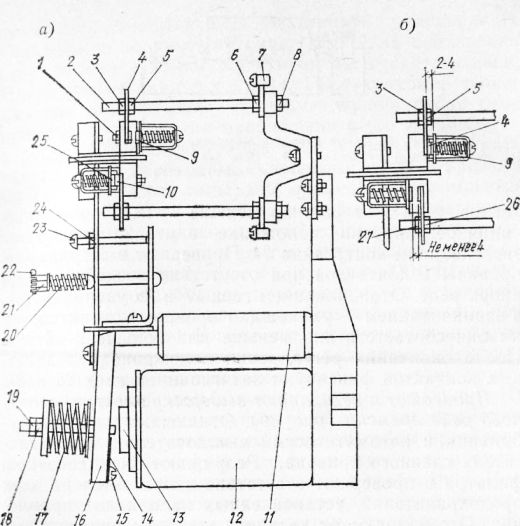
Рис. 4. Электромагнитное реле времени типа РЭВ
а — общий вид, б — контакты, 1 — крепежная гайка, 2— шпилька, 3, 5, 26, 27 — гайки для крепления неподвижных частей контактов, 4 — неподвижная часть 3-контакта, 6,8 — гайки для крепления шпильки и клеммы, 7 — клемма для присоединения провода, 9 — подвижная часть 3-контакта, 10 — неподвижная часть Р-контакта, 11 — магнитный демпфер, 12 — катушка, 13 — ярмо, 14 — диамагнитная пластина, 15 — винт для крепления диамагнитной пластины, 16 — якорь, 17 — пружина, 18, 19 — гайка и контргайка, 20 — пружина, 21 — коронная гайка, 22 — шплинт, 23 — регулировочный винт; 24 — контргайка, 25 — подвижная часть Р-контакта
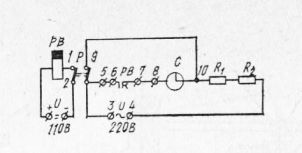
Рис. 5. Схема проверки выдержки реле времени
Р — двухполюсный рубильник, РВ — реле времени, С — секундомер, R, и R2 — добавочные сопротивления
Проверяют и регулируют выдержку электромагнитного реле времени. Отключают вводный рубильник и автоматический выключатель электродвигателя главного привода. Разряжают конденсаторы фильтра и проверяют отсутствие напряжения на всех предохранителях, установленных на панели управления. Отсоединяют от катушки электромагнитного реле времени провод, в цепи которого имеются контакты, и к клемме 2 рубильника Р присоединяют второй полюс источника питания (непосредственно за предохранителем цепи управления). Проводник одним концом присоединяют к освобожденной клемме катушки реле, а другим—-к клемме рубильника Р. Отсоединяют провода от 3-контакта реле времени и соединяют проводом одну из клемм этого контакта с клеммой электрического секундомера. Вторую клемму этого контакта реле соединяют с клеммой 5 рубильника. Клеммы 3 и 4 присоединяют к сети переменного тока напряжением 220 В (присоединение можно произвести непосредственно к электрической сети лифта, если напряжение сети равно напряжению секундомера, в противном случае присоединение секундомера производят через трансформатор). Включают вводный рубильник, автоматический выключатель главного привода и рубильник Р; после этого реле времени должно получить питание и замкнуть свой 3-контакт РВ. Отключают рубильник Р. Секундомер получает питание блокировки секундомера разомкнута) и начинает отсчет времени. После размыкания 3-контакта РВ секундомер теряет питание и показывает время удержания якоря реле времени после снятия напряжения с его катушки.
Для проверки лифтовых реле времени выбирать секундомеры необходимо с пределом отсчета времени от 7 до Ю с. Если выдержка времени электромагнитного реле времени не отвечает требованиям технических условий, то производят его дополнительную регулировку. Для этого при снятом напряжении заменяют диамагнитную пластину. Если выдержка времени больше нормативной, то устанавливают диамагнитную пластину большей толщины, чем снятая и наоборот. В процессе эксплуатации выдержка реле времени увеличивается вследствие уменьшения толщины диамагнитной пластины, поэтому приходится устанавливать пластину большей толщины. На практике электромагнитные реле времени, применяемые на лифтах, указанным выше способом проверяют редко. Это объясняется тем, что к этим реле времени предъявляются не слишком высокие требования. После окончания регулировки при отключенном вводном рубильнике и автоматическом выключателе производят переключение реле времени для нормальной работы в электросхеме управления лифтом. Проверку электромагнитного реле времени с помощью секундомера могут производить двое из числа электротехнического персонала, один из которых должен иметь не ниже IV, а второй не ниже II квалификационной группы по технике безопасности.
Контакторы КТПВ-621. Регулируют провалы контактов контактной группы. Очищают от нагара контактные поверхности всех контактов. Нажимают вручную на держатель якоря в направлении ярма и приводят в соприкосновение подвижные 3-контакты с неподвижными, после чего дополнительным нажатием доводят якорь до упора в полюсный наконечник якоря. Дополнительный ход якоря должен быть в пределах 2—4 мм. Требуемые провалы контактов регулируют вывинчиванием или ввинчиванием регулировочного винта, установленного в торце траверсы, на которую воздействует нажимная пластина, укрепленная на якоре. Провал контактов увеличивают, подкладывая под регулировочный винт шайбу требуемой толщины и диаметра. Раствор контакта должен быть не менее 4 мм. Тоже самое касается и Р-контактов. Растворы и провалы силовых контактов контакторов типа КТПВ-621 нерегулируемые. Растворы контактов должны быть не менее 16±2 мм, а зазоры, контролирующие провал контакта — не менее 2,8 мм. Поэтому при уменьшении зазора, контролирующего провал контакта до 2,8 мм и менее, вследствие выгорания металла подвижные и неподвижные губки заменяют. Запрещается эксплуатировать контакторы со снятыми дугогасительными камерами.
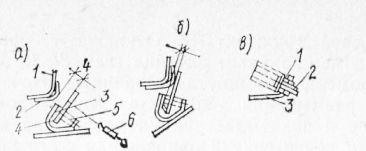
Рис. 6. Проверка и регулировка силовых контактов контактора типа КТПВ-621
а — контакты: 1 — кронштейн неподвижной части контакта, 2 — неподвижная часть контакта, 3— подвижная часть контакта, 4— кронштейн подвижной части контакта, 5 — пружина, 6 — динамометр, б —контакты в замкнутом положении (В — зазор, контролирующий провал контакта), a — кронштейн подвижной части контакта и упор пружины: 1 — место установки дополнительной шайбы при регулировке начального нажатия подвижной части контакта на неподвижную, 2 — упор пружины, 3 — кронштейн подвижной части контакта
Проверяют и регулируют провалы силовых контактов. Для этого снимают дугогасительные камеры. Нажатием на держатель якоря перемещают якорь до упора в ярмо. Определяют образовавшийся зазор между кронштейном и подвижным контактом. Этот зазор, контролирующий провал контакта, достиг 2,8 мм. Размыкают контакты и проверяют их состояние. Если зазор, контролирующий провал контакта, достиг 2,8 мм, а контакты требуют чистки и шлифовки — их заменяют. Неподвижная часть контакта крепится болтом, подвижная часть крепится к кронштейну двумя винтами.
Проверяют начальное нажатие подвижной части контакта 3 на неподвижную 2 в момент их соприкосновения. При разомкнутых контактах между кронштейном и подвижной частью контакта 3 прокладывают полоску тонкой бумаги; зацепляют петлю динамометра 6 за подвижную часть контакта. Постепенно увеличивая усилие на динамометр, находят то усилие, при котором полоска начнет свободно перемещаться. Это усилие должно быть не менее (0,5 кгс). Следует заметить, что усилие динамометра должно быть направлено перпендикулярно к линии соприкосновения контактов (линия соприкосновения контактов — это та линия, по которой касаются подвижный и неподвижный контакты в момент их соприкосновения). Если начальное нажатие менее (0,5 кгс), то его увеличивают. Для этого нажатием на подвижную часть контакта сжимают пружину (нажимают на верхнюю и нижнюю части контакта с одинаковым усилием). Перемещением контакта вверх выводят его из зацепления с кронштейном и, удерживая пружину, вынимают контакт с пружиной из гнезда. Заменяют пружину. Устанавливают контакт в гнездо без пружины так, чтобы конец кронштейна 4 вошел в выемку контакта. Удерживая контакт, устанавливают пружину одним концом на головку крепежного винта на контакте. Сжимают пружину и заводят ее в гнездо так, чтобы головка штифта вошла в отверстие пружины. Повторно проверяют начальное нажатие. Начальное нажатие подвижной части контакта на неподвижную можно увеличить установкой шайб под пружину.
Проверяют действие механической блокировки контакторов. Нажатием на якорь контактора приводят в соприкосновение силовые контакты. Нажимая в сторону включения на якорь второго контактора, убеждаются, что при перемещении якоря до упора силовые контакты его не замыкаются, а электрическая блокировка этого контактора (Р-контакт) разомкнута. Аналогично проверяют второй контактор. Если при указанной проверке будет выявлено, что силовые контакты обоих контакторов замыкаются одновременно, принимают меры к соответствующей регулировке, а при невозможности — к его замене.
На панели управления проверяют и подтягивают клеммные соединения проводов, деталей и корпусов электроаппаратов. Отключают вводный рубильник, разряжают конденсаторы фильтра и проверяют отсутствие напряжения на всех предохранителях, установленных на панели управления. Пробной подтяжкой проверяют надежность крепления деталей, корпусов электроаппаратов и клеммных соединений проводов.. Разъединяют те клеммные соединения проводов, крепление которых ослаблено, зачищают контактные поверхности проводов, шайб и гаек и вновь соединяют клеммные соединения. Проверяют цепь зануления: каркаса панели управления и корпусов электроаппаратов, относящихся к панели управления, но установленных отдельно от нее. Проверяют исправность цепей зануления вторичных обмоток и корпусов понижающих трансформаторов при включенном вводном рубильнике. Для чего проверяют надежность присоединения зануляющих проводников к зануляющей магистрали, к корпусам и обмоткам низковольтных трансформаторов.
Указателем напряжения или вольтметром проверяют исправность цепи зануления. Если одним наконечником прибора касаться зануленной клеммы низковольтной обмотки трансформатора, а другим наконечником — находящейся под напряжением фазы электрической сети, то при исправной цепи зануления прибор – показывает наличие напряжения. В противном случае принимают меры к отысканию неисправности с последующей проверкой исправности цепи за-нуления. Проверяют исправность цепи присоединения клеммы 102 электросхемы лифта к каркасу панели управления и к зануляющей магистрали. Работа лифта должна быть приостановлена, если при проведении технического осмотра обнаружены либо неисправность цепи зануления клеммы 102 электросхемы управления лифтом, либо отсутствие зануления каркасов электрооборудования и электроаппаратов, а также зануления вторичных обмоток понижающих трансформаторов.
Проверяют исправность аппаратов управления лифтом. При этом обращают внимание на то, чтобы кнопки без удерживающих электромагнитов после нажатия свободно возвращались в исходное положение, а кнопки с удерживающими электромагнитами после снятия напряжения с удерживающих электромагнитов возвращались в исходное положение без задержки. Проверяют исправность действия кнопок и удерживающих электромагнитов в работе. Проверяют работу электросхемы лифта во всех режимах.
Лифтовые асинхронные электродвигатели. При наладочных работах проверяют работу электродвигателя на ходу. Переключают электросхему лифта в режим управления из машинного помещения, перемещают кабину по шахте в одном и другом направлениях и убеждаются в том, что отсутствуют стуки и вибрация. Стуки могут возникать в результате износа резины или другого амортизационного материала. При фланцевом креплении электродвигатель снимают, проверяют состояние буферных пальцев и при необходимости их заменяют. Если крепление электродвигателя произведено на подлебедочной плите, то проверку состояния и замену буферных пальцев производят без снятия электродвигателя. Вибрацию устраняют тщательной центровкой электродвигателя. Для этого сначала подтягивают болты, крепящие электродвигатель к подлебедочной плите. Если после этого вибрация не уменьшится или совсем не исчезнет, то последующую центровку электродвигателя после ослабления его крепления производят подкладкой под лапы стальных прокладок.
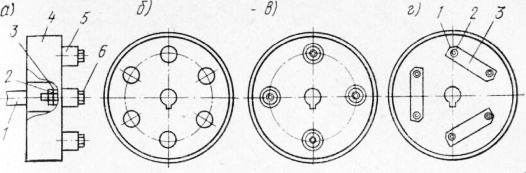
Рис. 7. Типы соединительных полумуфт, установленных на валах лифтовых асинхронных электродвигателей
а — полумуфта с четырьмя буферными пальцами: 1 — вал электродвигателя, 2 — контргайка, 3 — гайка, 4 — полумуфта, 5 — резиновый амортизатор, 6 — гайка, б —тормозная полумуфта, в — буферные пальцы (амортизаторы), г — соединительная полумуфта с шестью буферными пальцами: 1 — угол пластины для фиксирования положения гайки, 2 — гайка, 3 — стопорная пластина
Проверку состояния смазки, при необходимости промывку подшипников и подшипниковых гнезд обычно производят при ремонтах лифта, а в ряде случаев при возникновении шума в подшипниках, происходящего при отсутствии смазки.
Периодически проверяют состояние клеммных соединений проводов. Клеммные соединения проводов, которые при длительной работе электродвигателя нагреваются, разъединяют, зачищают контактные поверхности проводов, шайб и гаек и вновь соединяют. Проверку состояния клеммных соединений проводов производят также по всей силовой цепи.
Рис. 8. Асинхронный электродвигатель (вид сзади)
1 — кожух вентилятора, 2 — вал ротора, 3 — вентилятор, 4 — стяжной болт, 5 — крышка подшипника, 6 — подшипник
Замену односкоростного электродвигателя после его установки и предварительного крепления начинают с нахождения начал и концов обмоток. При этом необходимо помнить, что от трех обмоток односкоростного электродвигателя могут быть выведены три провода. В этом случае их присоединяют к силовой цепи непосредственно после проверки соответствия напряжения сети напряжению электродвигателя. От трех обмоток электродвигателя могут быть выведены шесть проводов. При этом возникает необходимость нахождения начал и концов обмоток. Сначала находят провода, принадлежащие каждой из трех обмоток.
Рис. 9. Электросхема для определения начал и концов обмоток асинхронного электродвигателя
Маркируют найденные провода и разъединяют их. Таким же способом находят провода, принадлежащие остальным двум обмоткам. Далее находят начала и концы обмоток. Для этого соединяют любые две обмотки последовательно, присоединяют последовательно в цепь этих обмоток вольтметр и подают к свободным концам этой схемы напряжение переменного тока. Записывают показание вольтметра при таком соединении. Затем отсоединяют одну из обмоток и присоединяют к другой обмотке вторым концом и после подачи напряжения записывают показания вольтметра.
При большом напряжении обмотки соединены встречно, т. е. конец с концом или начало с началом. Маркируют провода обеих обмоток и рассоединяют их. Присоединяют одну из проверенных обмоток к третьей и тем же способом находят и маркируют концы третьей обмотки. Обмотки соединяют в «треугольник», если напряжение сети равно меньшему из указанных на электродвигателе, и в «звезду», если оно равно большему. Присоединяют провода силовой цепи к проводам электродвигателя и проверяют его в работе. При включенном главном рубильнике и автоматическом выключателе с помощью аппаратов управления из машинного помещения производят пуск электродвигателя в ход, приводя в движение кабину в направлении, ближайшем к крайнему рабочему этажу. При снятом напряжении меняют местами два любых силовых провода на электродвигателе, если кабина движется в направлении, обратном требуемому. Окончательно закрепляют клеммные соединения проводов. Закрывают крышкой клеммный щиток (клемм-ные соединения проводов при отсутствии клеммного щитка изолируют изоляционной лентой не менее чем в три слоя).
Замена двухскоростного электродвигателя. Следует заметить, что у этих электродвигателей обмотки в «звезду» и «треугольник» соединены внутри электродвигателя, а к клеммному щитку (наружу) выведены шесть проводов — по три от каждой обмотки. При установке нового электродвигателя находят провода, принадлежащие отдельно обмоткам малой и большой частоты. Для этого при включенном напряжении способом проверки наличия или отсутствия напряжения находят один из проводов цепи, находящийся под напряжением (прямой провод). При снятом напряжении присоединяют его к одному из шести проводов, отходящих от обмоток электродвигателя. При включенных вводном рубильнике и автоматическом выключателе находят остальные провода данной обмотки. Таким образом выводные провода обмоток малой и большой частот найдены. Далее присоединяют провода силовой цепи к проводам обмоток электродвигателя на клеммном щитке. Проверяют электродвигатель в работе. Если при включенных контакторах направления и большой скорости ротор вращается с малой частотой, то провода силовой цепи соответственно пересоединяют (т.е. — соединяют в обратном порядке). Пересоединяют два любых провода силовой цепи, если кабина движется в направлении, обратном требуемому.
Замена двухскоростных электродвигателей, обмотки которых рассоединены и наружу выведены двенадцать проводов от шести обмоток. Находят шесть пар проводов, принадлежащих шести обмоткам и маркируют их. Производят замеры сопротивлений найденных обмоток. Для этого омметр переключают для измерения малых сопротивлений (на единицы Омов). Все провода, относящиеся к обмоткам с меньшим сопротивлением, относят к обмоткам большой частоты. Все провода, относящиеся к обмоткам с большим сопротивлением, относят к обмотке малой частоты. Описанным способом находят начала и концы обмоток и маркируют их. Присоединяют провода силовой цепи к электродвигателю и проверяют его в работе. Производят соответствующие переключения, если при включенных контакторах направления и большой частоты кабина движется на малой скорости или, если кабина движется в направлении, обратном требуемому.
Особенности эксплуатации электродвигателя производства Чехо-Словакии. Электродвигатель снабжен подшипниками скольжения. В связи с этим необходимо периодически (не реже 1 раза в месяц) проверять наличие масла в ваннах подшипников и при необходимости добавлять его до нормы. Электродвигатель снабжен также встроенной в него тепловой защитой, действующей на его отключение при нагреве обмотки выше допустимого уровня, который определен заводом-изготовителем. Выводить из действия эту защиту запрещается. Если тепловая защита срабатывает часто, необходимо найти и устранить причину срабатывания. Причины эти общие для всех электродвигателей: исчезновение напряжения в одной из фаз электрической сети, перекос фаз при неравномерной их нагрузке, выход из строя тормозного электромагнита, ослабление крепления клеммных соединений проводов силовой цепи и в связи с этим возникновение подгара клеммных соединений проводов, подгорание контактов контакторов, длительная работа электродвигателя под тормозом, неисправности, возникающие в редукторе и другие причины неисправностей, приводящие к увеличению нагрузки на электродвигатель значительно выше нормы.
Этажные переключатели, контактные датчики селекции и датчики точной остановки. При наладочных работах проверяют действие механизма переключения этажного переключателя. Устанавливают кабину так, чтобы было удобно производить технический осмотр, регулировку или замену этажного переключателя. При снятом напряжении отвинчивают гайку, снимают шайбы: пружинную, плоскую и рычаг. Отвинчивают винты и снимают крышку. Если технический осмотр производится без снятия рычага, крышку можно, не снимая, повернуть на 180°. Проверяют отсутствие напряжения на токоведущих частях этажного переключателя, ставят рычаг на место, производят несколько переключений и проверяют: надежно ли фиксируется рычаг в крайних правом и левом положениях; надежно ли крепится кулачок на оси; отсутствует ли люфт в креплении рычага на оси; не имеют ли дефектов детали механизма переключения. Заменяют этажный переключатель, имеющий указанные неисправности.
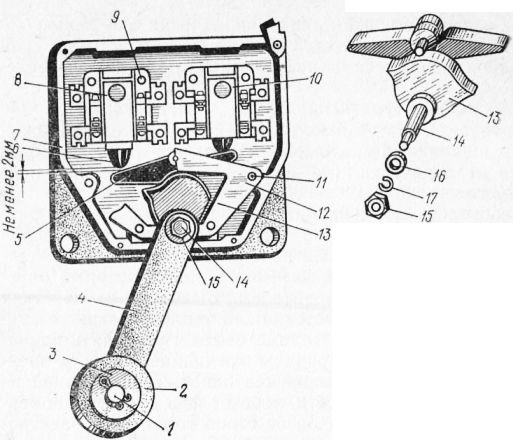
Рис. 10. Этажный переключатель ПЭ-1
1 — штифт (ось ролика), 2 — ролик, 3 — шплинт, 4 — рычаг, 5 — нажимной рычаг, 6 — шток блок-контакта, 7 — корпус этажного переключателя, S, 10— блок-контакты, 9 — винты для крепления блок-контактов, 11 — винт для крепления рамки, 12 — рамка, 13 — кулачок, 14 — ось рычага, 15 — гайка, 16 — плоская шайба, 17 — пружинная шайба
Проверяют и регулируют провалы и растворы контактов. Для чего проверяют зазоры между штоком блок-контакта и нажимным рычагом, на который не воздействует в данный момент рычаг механизма переключения. Этот зазор должен быть не менее 1 мм. Уменьшение его приведет к нестабильной работе блок-контакта. Р-контакт его в цепи катушки контактора направления или катушки контактора большой частоты после переключения этажного переключателя может остаться разомкнутым и кабина ни по приказу, ни по вызову на этот этаж не пойдет. Для регулировки зазора между штоком блок-контакта и рычагом ослабляют крепление блок-контакта и перемещением его вверх или вниз устанавливают требуемый зазор.
Надежно закрепляют блок-контакт. Переводят рычаг 4 в другое положение и тем же способом проверяют и регулируют зазор между вторым нажимным рычагом и штоком второго блок-контакта. Если зазоры между нажимными рычагами и штоками блок-контактов установлены в пределах нормы, то провалы и растворы контактов также будут находиться в пределах нормы. При этом следует обратить внимание на состояние пружины блок-контакта. Блок-контакт с деформированной пружиной необходимо заменить.
Далее подтягивают клеммные соединения проводов, блок-контактов, деталей механизма переключения этажного переключателя и его корпуса. Устанавливают на место и крепят рычаг. Проверяют точность остановки кабины на этаже. При нормальном пути торможения можно считать остановку кабины достаточно точной, если порожняя кабина при движении вверх остановилась таким образом, что уровень порога кабины оказался выше или ниже уровня порога этажной площадки не более чем на 50 мм. Точность остановки кабины на этажах при нормальном пути торможения осуществляется перемещением кронштейна, на котором крепится этажный переключатель, относительно направляющей кабины. Ослабляют крепление кронштейна и перемещением этажного переключателя вверх или вниз регулируют остановку кабины в заданных пределах, после чего кронштейн надежно закрепляют.
Проверяют состояние зазоров между торцом оси рычага (гайкой) и ребрами комбинированной отводки. Этот зазор должен находиться в пределах 10—15 мм. Между торцом штифта и дном комбинированной отводки. Этот зазор должен находиться в пределах 4—6 мм. Если зазоры в башмаках кабины находятся в пределах нормы, а указанные выше зазоры были ранее проверены, то на этом же этаже можно будет только убедиться в том, что зазоры установлены правильно. Регулировку зазора между осью рычага (гайкой) и ребрами комбинированной отводки производят при возможности подгибкой кронштейна, на котором крепится этажный переключатель или установкой под корпус этажного переключателя стальных пластин. Регулировку зазоров между торцом штифта и дном комбинированной отводки производят вывинчиванием или ввинчиванием штифта.
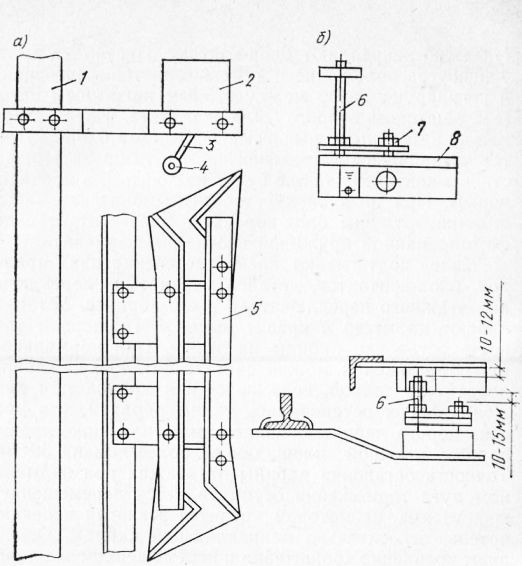
Рис. 11. Комбинированная отводка (а) и этажный переключатель (б)
1 — направляющая кабины, 2 — этажный переключатель, 3 — рычаг, 4 — ролик, 5 — комбинированная отводка, 6 — штифт, 7 — гайка, 8 — крышка
Проверяют и при необходимости, регулируют этажный переключатель относительно комбинированной отводки. Кабину лифта устанавливают так, чтобы при нахождении ролика в вертикальной зоне отводки рычаг этажного переключателя находился бы в вертикальном положении. Установку производят после ослабления крепления перемещением корпуса этажного переключателя в горизонтальном направлении вправо или влево. Далее смазывают ось ролика. Для этого расшплинтовывают штифт, снимают с него шайбу и ролик. Очищают ось ролика и внутреннюю поверхность отверстия ролика от старой смазки. Смазывают ось смазкой типа солидол. Ставят ролик и шайбу на место и зашплинтовывают. Ось ролика без разборки смазывают жидким машинным маслом.
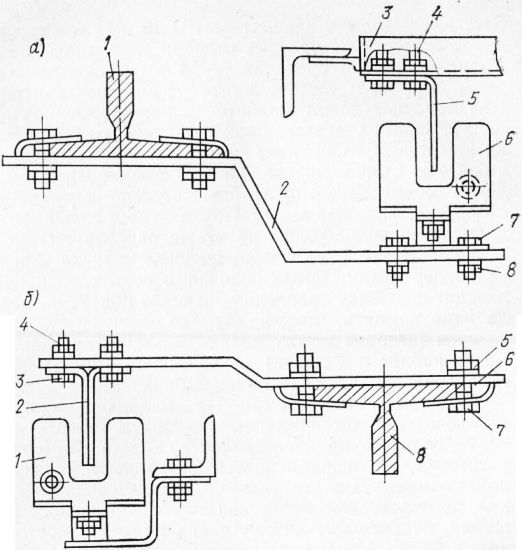
Рис. 12. Датчик селекции и датчик точной остановки на герконах типа ДПЭ-101
а — датчик селеции, б — датчик точной остановки: 1 — направляющая кабины, 2 — кронштейн датчика, 3 —кронштейн шунта, 4, 7 — болты, 5 — шунт, 6 — датчик, 7 — гайка, б —датчик точной остановки: 1 — датчик, 2 — шунт, 3 — болт, 4 — гайка, 5 — гайка, 6— кронштейн шунта, 7 — болт, 8 — направляющая кабины
Контактные датчики селекции и контактные датчики точной остановки типа ДПЭ-101. При наладочных работах проверяют и регулируют зазоры между подвижными и неподвижными частями датчиков. Устанавливают кабину в точной остановке этажа. С крыши кабины проверяют зазоры: между дном датчика и торцом шунта.
Этот зазор должен находиться 10—15 мм между датчиком и шунтом с боковых сторон. Эти зазоры должны находиться в пределах 6—14 мм. Зазор между дном датчика и торцом шунта регулируют при возможности подгибкой кронштейна или установкой дополнительных стальных прокладок под корпус датчика или под шунт. Зазоры между датчиком и шунтом с боковых сторон регулируют после ослабления крепления перемещением шунта относительно щелевидных отверстий. При нормальном пути торможения точность остановки кабины на этаже регулируют после ослабления крепления перемещением датчика и шунта по вертикали. После окончания регулировки производят подтяжку креплений датчиков и шунтов. Всегда надо помнить, что регулировке всех проходных зазоров (зазоров между механизмами, установленными на кабине и в шахте) должна предшествовать регулировка зазоров в башмаках кабины.
Конечные выключатели. При наладке конечных выключателей устанавливают кабину в точной остановке верхнего крайнего рабочего этажа. Измеряют расстояние от опорной плиты противовеса до буферной пружины. Для этого делают метку в месте сбегания противовесной ветви канатов с канатоведущего шкива, перемещают кабину вверх до упора противовеса в буфер. Измеряют расстояние от метки до места сбегания противовесной ветви канатов с канатоведущего шкива. Это расстояние должно быть не менее 50 мм и не более 200 мм, если пол кабины находится выше уровня этажной площадки на 50 мм, и не менее 150 мм и не более 300 мм, если пол кабины находится ниже уровня пола этажной площадки на 50 мм. Укорачивают канаты, eqra расстояние от опорной плиты противовеса до буферной пружины достигло 50 мм.
Проверяют правильность установки бобышек на канате ограничителя скорости. Устанавливают кабину на нижнем крайнем рабочем этаже и при отключенном вводном рубильнике поднимают вилку рычага до отключения контакта конечного выключателя. Измеряют расстояние от бобышки до вилки рычага. Это расстояние должно быть равно расстоянию от опорной плиты каркаса кабины до буфера. Допускается уменьшение этого расстояния не более чем до 50 мм. Устанавливают кабину на верхнем крайнем рабочем этаже. Определяют расстояние между опорной плитой противовеса и буфером. При нахождении кабины в точной остановке верхнего крайнего рабочего этажа и при отключенном вводном рубильнике проверяют правильность установки бобышки. Поднимают вилку рычага до отключения контакта конечного выключателя и измеряют расстояние от бобышки до вилки. Это расстояние должно быть равно расстоянию между опорной плитой противовеса и буфером. Допускается уменьшение этого расстояния не более чем до 50 мм. Для правильной установки ослабляют крепление бобышки и, перемещая ее вдоль каната вверх или вниз, регулируют это расстояние, после чего крепят бобышку на канате.
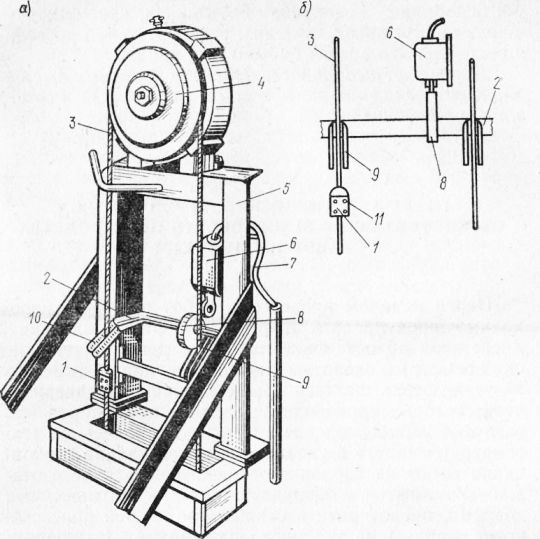
Рис. 13. Ограничитель скорости и конечный выключатель
а — общий вид, б — механизм отключения конечного выключателя: 1 — бобышка, 2 — рычаг, 3— канат ограничителя скорости, 4 — шкив, 5 — кронштейн, 6 — конечный выключатель типа ВК-200Б, 7 — провод, 8 — эксцентриковый сектор, 9, 10 — вилки рычага, 11 — винты для крепления бобышки
Проверяют исправность действия конечных выключателей пуском кабины в ход на верхний и нижний крайние рабочие этажи.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Наладка электрического оборудования"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы