Строй-Техника.ру
Строительные машины и оборудование, справочник
Технология окраски кузовов после ремонта значительно отличается от процессов нанесения лакокрасочных покрытий при изготовлении нового автомобиля. Особенность состоит в том, что после ремонта краска наносится, как правило, на уже имеющееся лакокрасочное покрытие и в места, частично подверженные восстановительным работам.
Виды покрытий, лакокрасочные материалы и способы их применения
Специфика ремонтных кузовных работ вызывает потребность в использовании дополнительных (по сравнению с автозаводами) материалов и оборудования, необходимых дли качественного нанесения лакокрасочных покрытий.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Виды лакокрасочных покрытий. После устранения коррозионных повреждений все кузова подлежат окраске.
Как уже было сказано, по назначению лакокрасочные покрытия бывают противокоррозионными и защитно-декоративными.
Противокоррозионное окрашивание заключается в нанесении лакокрасочных материалов на металл для защиты от коррозии в период эксплуатации автомобиля без учета требований декоративной отделки. При этом на слой противокоррозионной грунтовки наносится толстое покрытие, устойчивое к действию водных растворов, но не имеющее декоративных качеств.
Защитно-декоративное окрашивание обеспечивает внешнюю декоративную отделку кузова и одновременно его противокоррозионную защиту.
На автозаводах эти два вида работ объединены. Во время ремонта автомобиля каждый вид окрашивания выполняется самостоятельно, так как автомобиль находится в собранном состоянии и степень повреждения каждого покрытия различна.
В зависимости от глубины повреждения коррозией существуют различные технологии защитно-декоративного и противокоррозионного окрашивания.
Защитно-декоративная окраска кузовов после ремонта бывает трех видов:
— без снятия прочного частично поврежденного старого лакокрасочного покрытия;
— после полного снятия старого лакокрасочного покрытия до металлического основания;
— окраска кузова или его частей (крыша, багажник) эмалью другого цвета с сохранением заводской окраски и без выполнения шпатлевочных работ.
Противокоррозионная окраска кузовов производится:
— со снятием старого лакокрасочного покрытия до металла отдельных элементов кузова или после замены этих частей новыми панелями, которые чаще всего покрыты грунтовкой (крылья, капот, двери и др.);
— в местах нарушения лакокрасочного покрытия, например, на краях желоба крыши;
— внутри багажника, в подкапотном пространстве, в нижней части салона и т. п.; ,
— под крыльями, в нижней части кузова со стороны шасси. Лакокрасочные материалы. Делятся на грунтовки, шпатле-вочные мастики, шпатлевки и эмалевые краски (эмали).
Грунтовками называются слои краски, накладываемые непосредственно на поверхность металла и характеризующиеся хорошей адгезией с металлом и последующими слоями эмали.
Рунтовочные покрытия должны быть устойчивы к действию Растворителей и других компонентов, содержащихся в моющих средствах. Кроме того, они должны быть устойчивы к действию “ысоких температур во время сушки последующих слоев покрытия, которая выполняется в камерах и не размягчается при нанесении декоративных слоев эмали.
Широко используются нитроцеллюлозные, алкидные и реактивные поливиниловые грунтовки. Они содержат противокоррозионные пигменты, преимущественно хромат цинка, свинцовый сурик или цинк. Так как грунтовки включают обычно большое количество неорганического пигмента, они не дают блеска и после высыхания образуют матовую поверхность, имеющую хорошую адгезию последующих слоев краски.
Грунтовочное покрытие может быть получено в результате испарения растворителя при нормальной температуре или в результате химической реакции. Образование покрытия происходит в камере при температуре 20°С для нитроцеллюлозных 80°С — синтетических и 120°С для алкидно-меламиновых грунтовок. В любом случае грунтовочное покрытие должно иметь после высыхания хорошую устойчивость к действию последующих слоев покрытия и в особенности к содержащимся в них растворителям. Обычно толщина грунтовочных покрытий составляет 10—20 мкм при одноразовом распылении или нанесении окунанием. В практике используется двукратное или смешанное грунтование, при котором наносится один слой грунтовки, а затем на него напыляется другой тип грунтовки, что дает слой толщиной 25—40 мкм.
Шпатлевочными мастиками (замазками) называют лакокрасочные материалы пасто- или тестообразной консистенции, содержащие минеральный наполнитель в связующем или отвер-дитель, если мастика химического отверждения.
Шпатлевочные замазки применяются для выравнивания панелей кузова перед нанесением промежуточного слоя краски. Накладывают их в несколько слоев шпателем, который применяется для равномерного разравнивания тонких слоев мастики. Следует отметить, что шпатлевочные замазки отличаются от герметизирующих мастик тем, что они применяются для выравнивания поверхностей и подвергаются шлифованию.
Шпатлевки — это материалы жидкой консистенции для выравнивания неровностей на кузове. После их распыления они создают толстое покрытие, которое подвергается мокрому шлифованию. Шпатлевки бывают распыляемые, обыкновенные и грунт-шпатлевки. Последние можно наносить распылением непосредственно на металл, так как они содержат противокоррозионные пигменты.
Шпатлевки, как правило, наносятся перед окраской распылением на загрунтованные поверхности металла или на слой отшлифованной шпатлевочной замазки. После высыхания слой шпатлевки шлифуется до получения ровной и гладкой поверхности. Иногда в целях выравнивания металла шпатлевка наносится на тщательно отшлифованную поверхность старого лакокрасочного покрытия, которое должно быть восстановлено.
Грунт-шпатлевки наносятся непосредственно на металл с целью создания основы при восстановлении лакокрасочного покрытия или защиты металла панелей от коррозии во время хранения, транспортировки и сборки.
Процесс сушки слоя шпатлевки протекает либо в естественных условиях, либо при повышенной до 80°С температуре. В качестве связующего вещества, которое входит в состав шпатлевки, могут быть нитроцеллюлозная, алкидная, эпоксидная, полиэфирная или полиуретановая смола.
Шпатлевки наносятся толщиной 30—40 мкм распылением через сопло диаметром 1,2—1,5 мм после разбавления до соответствующей вязкости. Полученный слой обладает очень хорошими покрывными свойствами ввиду содержания значительного количества наполнителя и имеет матовый цвет.
После нанесения шпатлевки распылением поверхность подвергается сухому или мокрому шлифованию шкуркой № 220— 400. Более грубая шкурка применяется реже. Обычно необходимая шероховатость поверхности под окраску получается при шлифовании шкуркой № 360, а при нанесении акриловых эмалей применяется шкурка № 400—500.
Лаки, эмали и краски для наружных покрытий создают слой с хорошей устойчивостью к действию внешних атмосферных факторов и имеют хорошую адгезию с грунтовками и шпатлевками.
Лаки — это материалы для наружных слоев покрытия, представляющие собой раствор пленкообразующего вещества в органическом растворителе, которые после нанесения дают прозрачный слой. Примером может служить бесцветный нитро-целлюлозный лак.
Эмали — это материалы, применяемые для наружной окраски автомобиля и дающие непрозрачное цветное покрытие. Эмали представляют собой раствор пленкообразующих смол, пигментов, декоративных и модифицирующих присадок в органических растворителях. Примером могут быть нитроцеллюлозные эмали.
Краски — это также материалы для наружной окраски автомобиля, которые представляют собой раствор вяжущих красящих веществ, преимущественно содержащих высыхающие масла, пигментов и неорганических наполнителей. Краски употребляются для противокоррозионной защиты кузова в то время, как лаки и эмали предназначаются для защитно-декоративного окрашивания.
Покрытия, полученные из эмалей и лаков, должны отличаться хорошим блеском без полирования. Лаковые материалы наносятся после разбавления до соответствующей вязкости с помощью пистолетов. Такой способ нанесения лакокрасочных материалов применяется почти всегда для декоративных покрытий.
Нитроцеллюлозные эмали применяются главным образом для ремонтных работ. Они имеют короткий период сушки, и покрытие легко полируется. Это самый старый вид эмалей, широко применяемый на практике.
Комбинированные нитроэмали являются разновидностью нитроцеллюлозных. Они характеризуются непродолжительным временем сушки, создают хорошее качество покрытия и легко поддаются шлифованию. После полирования они приобретают блеск.
Синтетические алкидные эмали имеют длительный период сушки и не требуют последующего полирования покрытия. Для высыхания покрытий из этих эмалей требуется 24 ч. Покрытие не имеет высоких декоративных свойств, однако устойчивость к старению очень хорошая.
Большую группу эмалей для наружной окраски составляют алкидно-меламиновые эмали, требующие горячей сушки и высыхающие при температуре 120 или 80 °С. Они применяются как для окраски новых кузовов (сушка при 120 °С), так и при их ремонте (сушка при 80 °С). Эти эмали наносятся пистолетом и не требуют полирования. Время высыхания покрытия 30—45 мин. Эмали наносятся пневматическим способом с подогревом или без подогрева красителя, а также электростатическим методом.
Особенности и приемы выполнения некоторых операций нанесения лакокрасочных материалов. Важнейшими технологическими операциями получения лакокрасочного покрытия являются нанесение эмали, шпатлевание, шлифование и полирование.
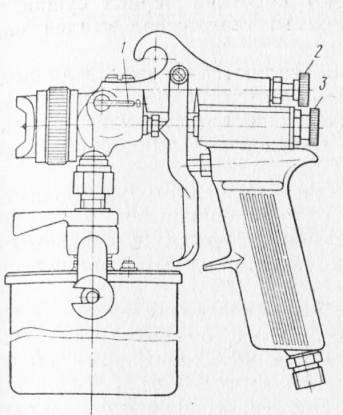
Нанесение эмали на автомобильные кузова производится пистолетом с соплом диаметром 1,2—2,0 мм, а при окрашивании автобусов диаметр увеличивается до 2,0—2,4 мм. Струя напыляемого материала дополнительно регулируется винтом, находящимся на пистолете.
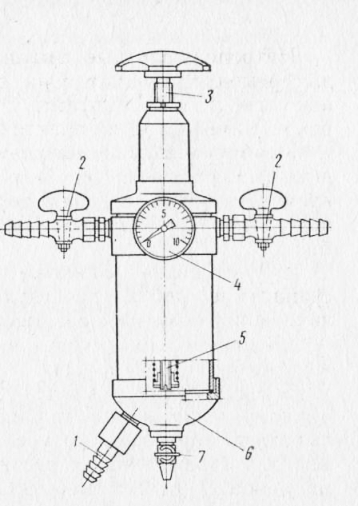
Струя, выходящая из пистолета, может иметь круглую или эллиптическую форму, которая зависит от положения гайки сопла. Покрытие поверхности пистолетом получается равномерное в случае, когда краска имеет соответствующую вязкость, которая зависит, например, от количества растворителя в эмали. Обычно вязкость материалов для окрашивания автомобилей колеблется в пределах 18—30 Ст при определении методом вытекания их из калиброванного отверстия вискозиметра Форд № 4. Избыточное давление воздуха в пистолете должно быть 3—4 кгс/см2. Постоянство давления обеспечивается регулятором, который в то же время является фильтром.
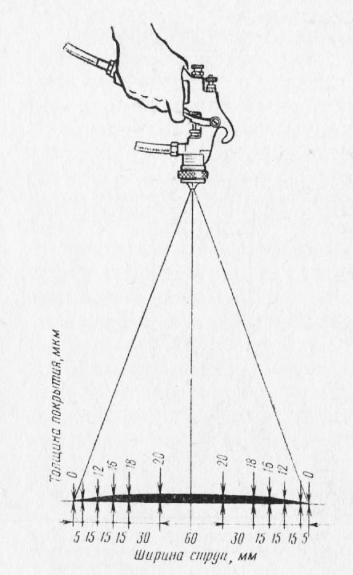
При одноразовом напылении эмали на поверхности получается покрытие неравномерной толщины. Поэтому окрашивание проводится так, чтобы слои покрывали друг друга, но не образовывали потеков. Определяя вязкость материала, следует помнить, что избыток разбавителя в эмалях приводит к нанесению тонких покрытий. Следовательно, надо добавлять только необходимое количество растворителя. После разбавления материал надо процедить через сито, имеющее 800 отверстий на площади в 1 см2 при нанесении промежуточных слоев и 10 000 отверстий — при напылении наружного слоя эмали.
Пистолет следует держать перпендикулярно окрашиваемой поверхности на расстоянии 20—30 см от нее, перемещая его вертикально или горизонтально, но не кругообразно. При слишком близком положении пистолета к окрашиваемой поверхности образуются потеки, а при большом расстоянии получается матовый слой. Чтобы получить равномерную полосу, следует начинать перемещение пистолета до начала нажатия на спусковой рычаг, а заканчивать — после освобождения рычага. Распыление непрерывной струей не рекомендуется, так как приводит к неэкономному расходованию материалов, образованию отеков и неравномерности слоя.
Шпатлевание применяется для выравнивания неровностей и углублений, имеющихся на поверхности металла. По консистенции шпатлевки делятся на жидкие и густые. Жидкие шпат-’ левки наносятся кистью, а густые пасты при наличии больших неровностей шпателем. Толщина одного слоя шпатлевки после шлифования не должна превышать 0,3 мм, а при наложении нескольких слоев не более 1 мм. После полного высыхания шпат-ленки поверхность шлифуется водостойкой шлифовальной шкуркой с зернистостью № 60, 200, 280. После этого кузов ополаскивается водой и сушится. Поверхность после шлифования должна быть ровной, без пор, царапин и трещин.
Поверхности кузова после шлифования шлифовальной шкуркой зернистостью № 120 или 150 покрываются слоем грунтовки Мелкие царапины и греши ны, а’также углубления н покрытии заполняются гонким слоем шпатлевки и после ее высыхания шлифуются насухо водостойкой шлифовальной шкуркой с зернистостью № 200 280.
Шпатлевка наносится стальными, резиновыми или пластмассовыми шпателями. Шпатель следует держать четырьмя пальцами правой руки с одной стороны и большим пальцем с другой. Можно его слегка изогнуть, что позволит наносить мастику на профильные поверхности. Во время шпатлевания шпатель должен находиться под углом 30° к поверхности, а при удалении излишков шпатлевки по углом 45°. Шпатлевать надо при равномерном усилении, так как свободно положенный слой получается пористым. Слишком толстый слой шпатлевки может принести к образованию трещин в покрытии Шпатлевание производится сверху вниз полукруглым движением. Углубления или выпуклости выравниваются шпатленками с помощью резины или пластмассы. Иногда целесообразно разровнять шпатлевку пальцем, чтобы хорошо заделать углы и закругления.
Шлифование выполняется с целью устранения мелких неровностей или шероховатостей поверхности, а также для улучшения сцепляемости отдельных слоев лакокрасочного покрытия, например, наружных слоев эмали с грунтовкой. Хорошо просохший слой шпатлевки обрабатывается с трудом, требует большого количества шлифовальной шкурки и больших усилий. Поэтому шлифование чаще всего выполняют водостойкой шкуркой № 180.
В зависимости от заданной шероховатости поверхности для шлифования употребляется шлифовальная шкурка различной зернистости. Шкурками № 180 и 220 шлифуются поверхности при нанесении промежуточных слоев эмали, а шкурками № 240 и 280 обрабатываются поверхности при окраске синтетическими эмалями. Для шлифования под окраску нитро-целлюлозными эмалями применяются шкурки № 320 и 400. Перед началом шлифования шкурка выдерживается в воде в течение 30 мин. Лист шлифовальной шкурки, обычно размером 230X280 мм, разрезается на четыре части. Полоской шкурки обертывается резиновая колодка или войлок толщиной , 1 см, что позволяет получить более ровную и гладкую поверхность, чем при обработке только шкуркой. Шлифуемую поверхность необходимо систематически протирать влажной губкой, вследствие чего образующиеся при шлифовании опилки стекают и не загрязняют шкурку. Кроме того, вода также охлаждает шлифуемую поверхность, что зачастую очень важно, так как излишнее нагревание покрытия в месте обработки может привести к размягчению шпатлевочного слоя. Шлифование производится в продольном и поперечном направлениях до получения гладкой поверхности. Детали со сложной поверхностью и небольших размеров обрабатываются с применением тонкой и мягкой подкладки. При восстановлении покрытий маленьких размеров для шлифования можно применять канцелярский ластик, обернутый шлифовальной шкуркой. Отшлифованная поверхность промывается водой и после высыхания определяются места дополнительного шпатлевания. По окончании шпатлевания вся поверхность промывается водой и протирается замшей.
Шлифование имеет также очень существенное значение при полном восстановлении лакокрасочного покрытия, так как старое покрытие должно быть полностью отшлифовано. Для шлифования больших плоских поверхностей (обшивка автобуса, фургона) применяются электрический шлифовальный инструмент или пневматические вибрационные, устройства, снабженные трубопроводами для подвода воды, рукояткой, зажимами для крепления шлифовальной шкурки.
Шлифование выполняется также для удаления глянцевого слоя с лакокрасочного покрытия и придания ему матового вида. Для этих целей применяется сухое шлифование шкуркой № 400 или измельченным порошком пемзы, который разводится в воде. Обработка пемзой производится с помощью войлока, который перемещается в продольном направлении по поверхности лакокрасочного покрытия. Затем обработанная поверхность ополаскивается водой, протирается замшей и сушится.
Непосредственно перед нанесением последнего слоя эмали следует протереть поверхность фланелью, слегка смоченной лаком для удаления пыли и остатков пемзы, оставшихся после ополаскивания водой.
Полированию подвергаются только покрытия из нитроцеллю-лозных эмалей. Вначале поверхность обрабатывается полировочной пастой, а затем жидкостью для полирования до получения желаемого глянца. Иногда с целью поверхностного растворения нитроцеллюлозного эмалевого покрытия перед полированием применяется распыление растворителя.
Синтетические эмали горячей и холодной сушки не полируются пастами, а лишь протираются жидкостью для полирования. После травления покрытий горячей сушки их полируют пастой 8340-515-000. Полирование производится вручную сукном и фланелью или механическим способом овчиной, закрепленной на диске углового полировального устройства. Перемещения инструмента при полировании должны быть в продольном направлении. Затем поверхность протирается фланелью, смоченной бензином при использовании нитроцеллюлоз-ных эмалей или специальной жидкостью 29/00/67/Z для очистки покрытий горячей сушки. В конце обработки покрытие подвергается сухому полированию фланелью или овчиной.
Подготовка поверхности кузова к окраске
Процесс подготовки поверхности для нанесения эмали состоит в удалении старого покрытия и очистке металла от продуктов коррозии.
Удаление старых покрытий. Поврежденные слои эмали и шпатлевки снимаются механическим или химическим способом.
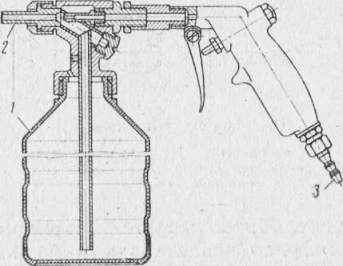
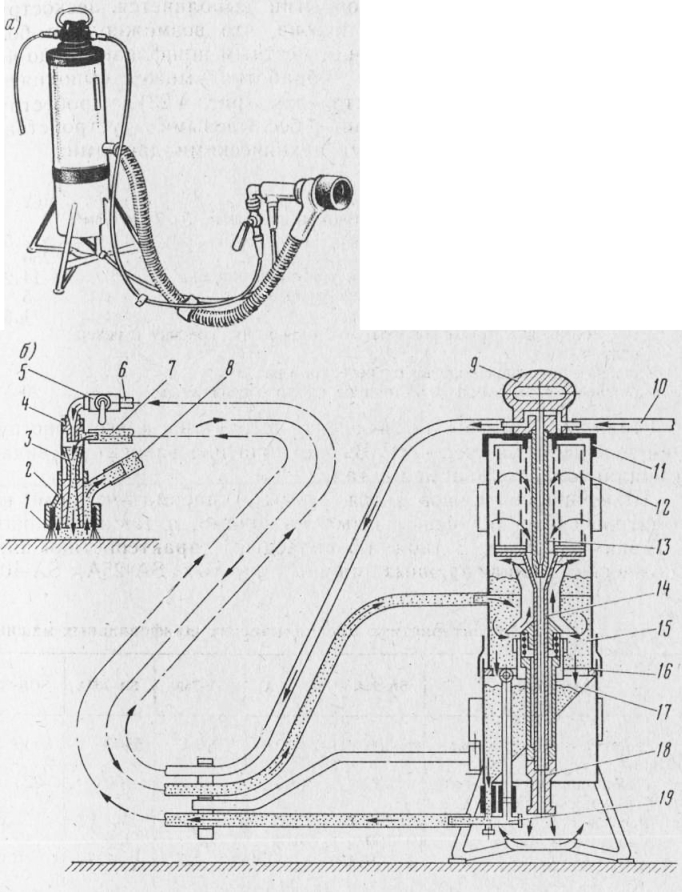
Механическое удаление покрытий выполняется пескоструйной обработкой поверхности кузова, что возможно при больших площадях повреждений, или местным шлифованием до чистого металла. Пескоструйная обработка может выполняться пневматическим ручным пистолетом (рис. 4.23), дробеструй-* ным аппаратом АР-6000В или беспылевыми устройствами SB-4 и UBC-1 со следующими техническими данными:
Шлифование производится ручными пневматическими или электрическими шлифовальными машинами, а также станками с гибким валиком.
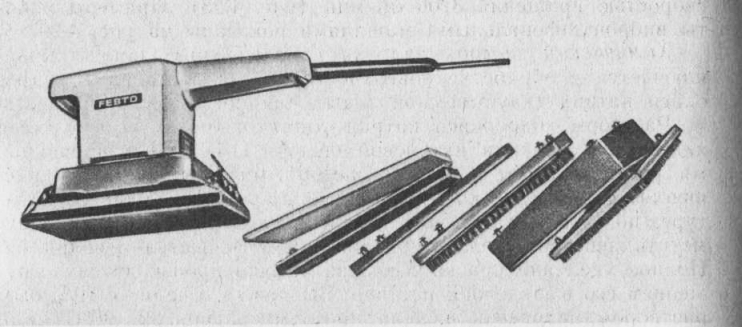
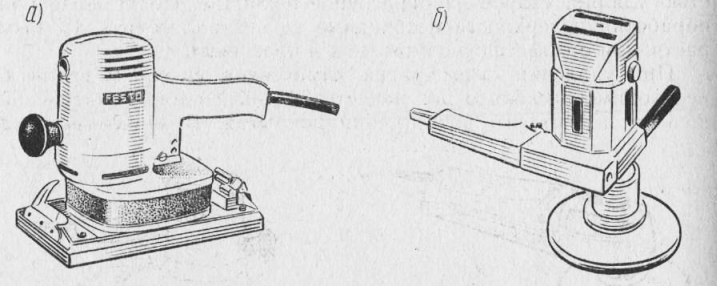
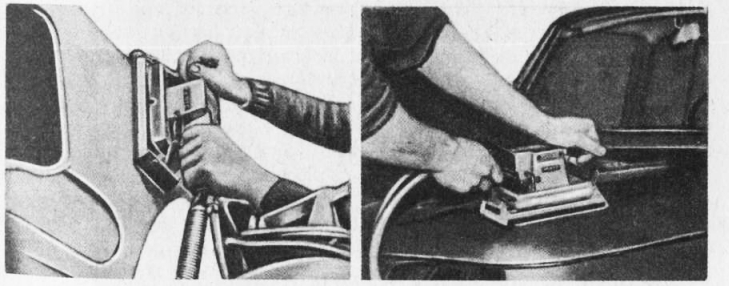
Для шлифования поверхности кузова перед грунтованием Для сухого и мокрого шлифования слоев шиатлевочной замазки для снятия продуктов коррозии, а также старой краски можно применять шлифовальные станки фирмы «Фесто». На электрический шлифовальный станок RT1-S1 можно устанавливать сменяемые шлифовальные пластины с карборупдовым камнем разной зернистости, шлифовальной шкуркой или проволочными щетками, а также с резиновыми или войлочными накладками. Шлифование поверхности кузова может производиться электрической шлифовальной высокочастотной машиной RTR-S2, которая может быть снабжена устройством для подведения воды при мокром шлифовании. Ее разновидностью является шлифовальная машина RTT-S2 с поглотителем пыли. Эта модель шлифовальной машины имеет массу 3,4 кг и 13 000 рабочих движений в минуту. Для мелких работ, связанных с очисткой от коррозии и локального удаления старой краски, пригодна легкая одноручная угловая шлифовальная машина WS-1 с частотой вращения вала 7200 об/мин и массой 1,8 кг. Для этой же цели можно употреблять пневматическую шлифовальную машину RTL массой 2,2 кг и частотой вращения вала 5600 об/мин. Наиболее универсальной шлифовальной машиной электрического типа является снабженная дисками и щетками KTU-S2 с массой 3,2 кг и скоростью вращения 3200 об/мин.
Химический способ удаления лакокрасочных покрытий заключается в обработке поверхности кузова растворами гидроокиси натрия (каустической соды) или органических веществ.
Растворы гидроокиси натрия удаляют краску в результате химической реакции натриевой щелочи с полимеризированными растительными маслами, способными омыляться и расщепляться. Эта реакция протекает при повышенной температуре, но уже при обычной комнатной температуре можно заметить действие щелочи на связующие вещества покрытия. Полное удаление краски с кузова обычно производится погружением его в щелочной раствор. Выдержка в ванне с 10%-ным раствором натриевой щелочи при температуре 80—90°С или распылении 6%-ного раствора щелочи в специальных камерах под давлением 6 кгс/см2 в течение 15 мин практически полностью удаляет старое лакокрасочное покрытие. После щелочной обработки поверхности необходимо ее нейтрализовать 3%-ным раствором ортофосфорной кислоты и просушить.
При удалении слоя краски химическим способом вручную необходимо несколько раз нанести 20%-ный раствор натриевой щелочи до полного размягченИя покрытия. В зависимости от толщины слоя шпатлевочной мастики процесс размягчения может продолжаться до 24 ч. После размягчения покрытие удаляется шпателем. Поверхность кузова тщательно ополаскивается водой и протирается 3%-ным раствором ортофосфорной кислоты для нейтрализации остатков щелочи.
При работе с натриевой гидроокисью необходимо строго соблюдать правила техники безопасности. Приготавливая натриевую щелочь, следует помнить, что гидроокись натрия надо осторожно бросать в воду, а не заливать ее водой в сосуде, так как это приводит к бурному кипению. Эта работа должна выполняться в защитных очках и перчатках. При использовании горячих растворов создается угроза и для органов дыхания человека, так как летучие пары натриевой щелочи также оказывают разъедающее действие.
Очень хорошие результаты получаются очищением поверхности кузова химическими средствами типа Ремосоль. Если надо удалить лакокрасочное покрытие с небольших деталей, применяется очистка погружением в раствор Ремосоль-OZ с температурой 5—25 °С на 1 —10 мин. Однако наибольшее применение получил Ремосоль-АМ, который содержит сильнодействующие органические растворители, имеющие низкую температуру кипения и замедляющие испарение, загустители, а также присадки, ускоряющие набухание лакокрасочных покрытий. Это невоспламеняющийся препарат с характерным запахом и консистенцией, близкой к краскам. Ремосоль-АМ наносится кистью на лакокрасочное покрытие кузова. В зависимости от толщины и типа удаляемого покрытия через 10—60 мин при температуре окружающей среды 5—25 °С произойдет вспучивание краски, которая удаляется шпателем. Затем поверхность ополаскивается 1%-ным раствором Эмульсола-R и насухо протирается ветошью. Окончательное ополаскивание выполняется 3%-ным раствором ортофосфорной кислоты (смесь препарата Фосоль с водой в соотношении 1:10) при комнатной температуре с последующей сушкой теплым воздухом. В местах, где краска была нанесена слишком тонким слоем и ее не удалось удалить после одноразового применения препарата, процесс необходимо повторить до полного удаления лакокрасочного покрытия вместе со слоем шпатлевочной мастики.
Очистка поверхности от ржавчины. Выполняется механическим, химическим или смешанным (химико-механическим) способами.
Механическая очистка от ржавчины и окалины, образовавшейся во время сварки, выполняется пескоструйной обработкой, шлифованием, а также с помощью ручных проволочных щеток и щеток с механическим приводом. Механическая обработка щетками при наличии полного комплекта современного инструмента обеспечивает хорошую очистку поверхности. Однако обработку такими щетками надо делать очень осторожно, так как прокорродировавший металл хрупок и легко подвергается повреждению. Механическую очистку начинают с удаления скребками в легкодоступных местах продуктов коррозии. В местах, где продукты коррозии сильно прилегают к поверхности, например в зазорах и щелях, они удаляются стальными иглами или механизированными щетками. Специальные шлифовальные устройства позволяют удалять продукты коррозии из зазоров, мест соединения деталей и установки болтов. В таких местах целесообразно использовать скребки или игольчатые наконечники.
Химическая очистка от ржавчины применяется при наличии тонкого слоя этих продуктов, так как средства для очистки действуют медленно и необходимо длительное время для устранения даже толстого слоя. Чтобы получить чистую поверхность металла, нужно несколько раз наносить химический раствор в течение нескольких десятков часов.
Химическую очистку от ржавчины мелких деталей, например номерных знаков, можно проводить 10%-ным раствором серной кислоты, предварительно удалив лакокрасочное покрытие композицией Ремосоль-OZ или Ремосоль-АМ. После обработки кислотой детали нужно прополоскать в воде и погрузить в ортофосфорную кислоту на 10—15 мин. Фосоль, употребляемый вместо фосфорной кислоты, следует разводить с водой в объемном отношении 1:10. Затем детали просушиваются без ополаскивания в воде и покрываются противокоррозионной грунтовкой. Для этих целей лучше всего использовать грунтовки Автохрон-L, S-200, S-2003 или реактивную двухсостав-ную грунтовку.
Большие детали, которые нельзя погрузить в ванну с раствором, смазывают кистью Фоцитом или Фосолем. Хорошее качество очистки получается в случае, когда процесс снятия старого лакокрасочного покрытия, поврежденного коррозиен, производится Ремосолем-АМ. После вспучивания и удаления шпателем или стальными щетками старого покрытия, поверхность металла следует тщательно промыть водой и вытереть насухо ветошью. После этого на поверхности ясно видны локальные очаги коррозии, которые следует очистить щеткой и затем нанести на всю очищенную поверхность средство для удаления продуктов коррозии. После травления поверхность металла промывается теплой водой с губкой и затем вытирается насухо ветошыо.
Если следы коррозии еще остались, операцию следует повторить или применить смешанную очистку, которая является наиболее эффективной. Поверхность после очистки должна быть чистой, без липкого осадка, белых или темных пятен. При проведении по ней тряпкой, смоченной в бензине, должно ощущаться скольжение, характерное для металлических поверхностей. Тонкий пассивирующий слой должен быть хорошо соединен с металлом. Имеющиеся на поверхности налеты надо «стереть ветошью, смоченной в смеси денатурата с бензином в отношении 1:1.
Устранение ржавчины химическими средствами из щелей и стыков металлических листов не рекомендуется, гак как коррозионный очаг все же остается в глубине соединения. Даже, если продукты коррозии будут удалены с поверхности соединения, то после некоторого времени коррозия будет распространяться из глубины стыка. К сожалению, сейчас еще нет средства для удаления коррозии из швов, выполненных точечной сваркой, без их механического разделения.
Смешанная очистка от ржавчины заключается в очистке поверхности механическими средствами, например, с помощью щеток, а затем остатки продуктов коррозии в порах металла надо обрабатывать Фосолем или Фоцитом. Затем поверхность необходимо промыть водой и протереть ветошью, смоченной денатуратом. Для контроля качества удаления продуктов коррозии в порах необходимо произвести шлифование поверхности шлифовальной шкуркой № 180 до получения гладкого металла, свободного от коррозионных язв.
Очистка поверхности металла от воды, масел и остатков шлифовальной насты. Такая очистка является основным условием получения покрытий без дефектов и с надлежащей адгезионной способностью. Во время обезжиривания следует обратить внимание на наличие воды, так как одновременное удаление воды и масла с поверхности металла требует применения смеси растворителей, например бензина, смешанного со спиртом (денатуратом). Керосин, хотя и очищает поверхность от избытков масла и смазки, оставляет жирную поверхность, к которой лакокрасочное покрытие пристает плохо. Бензин-растворитель тоже не всегда достаточно эффективен при обезжиривании, так как часто оставляет поверхности слегка жирными, что требует дополнительного обезжиривания авиационным бензином. В окрасочном производстве часто применяется для обезжиривания нитроцеллюлозный растворитель. Это очень эффективный растворитель, смешивающийся с водой. Его можно употреблять при условии, что он не повредит соседних слоев, уплотнителей и свежей краски. Ниже приведена агрессивность растворителей, выраженная в числе КБ (Kauri Butanol), характеризующем действие органических растворителей на лакокрасочные покрытия, пластмассу и уплотнения (агрессивность уменьшается с уменьшением числа КБ).
Как видно, самое слабое действие оказывает керосин, а самое сильное — трихлорэтилен. Этим растворителем можно легко обезжирить металлическую поверхность, получить ее полную «сухость», но надо следить, чтобы одновременно не повредить окраску или слой свеженанесенной шпатлевки.
Удаление ржавчины препаратом Кортанин. Поверхность, подготовленная для нанесения защитного покрытия, должна быть очищена от легко прилегающих слоев ржавчины с помощью молотка и проволочных щеток или других средств, дающих тот же конечный результат.
При наличии на большей части защищаемой поверхности прокатной окалины применение препарата не рекомендуется. Если же окалина имеется на небольшой части поверхности, то препарат можно применить после устранения окалины.
Если на защищаемой поверхности находится старый в значительной степени поврежденный слой краски, то перед нанесением препарата этот слой следует удалить. Если же слой краски поврежден только в отдельных местах, то эти повреждения можно обработать препаратом Кортанин, не удаляя всего покрытия.
Несмотря на то что в состав препарата входят поверхностно-активные вещества и препарат легко проникает в ржавчину (очень хорошая увлажняемость), рекомендуется наносить его твердой кистью (втирать в подстилающий слой). Препарат можно наносить на влажные поверхности. Расход препарата при двукратном нанесении составляет 1 л на 10 м2 поверхности. В тех случаях, когда препарат накапливается в углублениях защищаемой поверхности, следует его равномерно распределить кистью. Это предотвращает образование липких, плохо сохнущих пятен препарата на поверхности.
Во время нанесения препарата кистью на подслой частички ржавчины, попадая в сосуд с краской, вступают в реакцию с препаратом. Именно поэтому следует употреблять препарат малыми порциями (0,5—1,0 л).
Время высыхания зависит от атмосферных условий, особенно от температуры, влажности воздуха и скорости ветра. При температуре около 20 °С и при относительной влажности воздуха 65—70% I степень высыхания (по PN4-69/C-81519) достигается уже по истечении приблизительно 12—15 мин (остаются только маленькие мокрые пятнышки), а через 20—25 мин покрытие высыхает. Оптимальные условия для нанесения препарата на защищаемые ржавые поверхности — температура 5—20 °С, относительная влажность воздуха 65—70%.
Полученная на ржавой поверхности таннатная пленка может иметь различную окраску в зависимости от вида ржавчины под пленкой. Вид ржавчины зависит от марки стали, коррозионной среды и от «возраста» ржавчины. В результате реакции препарата с ржавчиной может образоваться таннатная пленка черного цвета блестящая, матовая такого же цвета, коричневая,, синяя, голубая или буро-фиолетовая.
Краску можно наносить на любую таннатную пленку с хорошо просохшей и равномерной поверхностью, в том числе сразу после высыхания. Однако рекомендуется сушка пленки в течение 6—24 ч при температуре 15—20°С. В случае нанесения препарата при более низкой температуре (от —5 до +5 °С) следует увеличить время естественной сушки до 24—48 ч. На образовавшуюся таннатную пленку после ее высыхания можно наносить соответственно подобранные слои краски.
Усиление коррозионной стойкости защищаемой поверхности при употреблении препарата Кортанин объясняется образованием таннатной пленки. Неустойчивые продукты коррозии под ней подвергаются преобразованию в устойчивые соединения, прочно связанные с основой. Это делает возможным применение меньшего числа слоев при соответствующей краске.
Технология нанесения защитно-декоративных покрытий
При обнаружении иод лакокрасочным покрытием коррозионных повреждений следует зачистить эти места до металлического блеска и затем выполнить частичную или полную окраску кузова.
Для получения качественного защитно-декоративного покрытия требуется:
— использование мокрого шлифования шкуркой зернистостью № 400 при небольшом усилии;
— тщательное размешивание красок;
— применение соответствующего для данной эмали заводского растворителя;
— разбавление эмали согласно рекомендациям завода-изготовителя;
— использование при распылении соответствующего давления воздуха;
— выполнение распыления эмали с расстояния 20 см при ширине струи 15 см;
— тщательное соблюдение режима сушки эмали; исправное состояние помещения для окраски кузовов.
Важным вопросом при защитно-декоративном окрашивании является подбор цвета эмали.
Чтобы получить нужный цвет:
— при нанесении эмали должна сохраняться ее постоянная вязкость, так как разбавленная во время распыления краска наносится тонким слоем и это приводит к изменению цвета покрытия;
— эмаль перед нанесением надо тщательно размешать в сосуде в течение не менее 5 мин;
— разбавление эмали растворителем производится в количестве, необходимом для распыления, чтобы избежать преждевременного осадкообразования пигментов в сосуде;
— новую эмаль следует наносить при частичном окрашивании такого же цвета, как и у старого покрытия, ибо даже при хорошем напылении одним слоем наблюдается разница оттенков;
— толщина слоя эмали должна быть постоянной даже при сохранении цвета старого лакокрасочного покрытия;
— горячая сушка покрытия должна выполняться при одинаковых температурных условиях и продолжительности. Если температура во время сушки различается в разных местах на 10 °С, то по цвету будет существенная неоднородность.
Технологический процесс нанесения защитно-декоративных покрытий предусматривает выполнение работ в следующей последовательности: внешний осмотр прежнего лакокрасочного покрытия; шлифование поверхности; защита мест, не подлежащих окраске; нанесение грунтовки; шпатлевание поверхности; шлифование зашпатлеванных мест, нанесение внешних слоев эмали.
Внешний осмотр лакокрасочного покрытия производится с целью определения в покрытии или на его поверхности нитевидных трещин и царапин. При их наличии покрытие должно быть локально прошлифовано. Трещины в покрытии нередко проникают глубже внешнего слоя и являются причиной потери адгезии, которая вызывает шелушение и отслоение покрытия. Эти повреждения настолько серьезны, что необходимо целиком удалить старое покрытие до чистого металла и только после этого снова красить автомобиль. После определения степени повреждения покрытия в разных местах кузова, где наблюдается слабая адгезия и видны следы коррозии, следует все эти места очистить.
Шлифование старого лакокрасочного покрытия увеличивает адгезию новых слоев. Однако слишком большие риски от шлифования могут быть заметны через тонкое отделочное декоративное покрытие. Поэтому шлифование выполняется шлифовальной шкуркой с постепенным уменьшением размеров зерна.
Ручное шлифование колодкой с шлифовальной шкуркой короткими параллельными движениями при небольшом усилии бывает иногда достаточным и рекомендуется в местах, где имеются закругления или сложный профиль поверхности. Механически е ручные шлифовальные машины применяются для больших плоских поверхностей. Количество воды при мокром шлифовании должно быть таким, чтобы обработка шлифовальной шкуркой была эффективна и вода не испарялась во время шлифования старого покрытия. Влага не должна оставаться в углублениях, так как это приводит к образованию пузырей мри последующей окраске.
Если шлифование выполняется до металла, особенно па кромках, то их следует обработать быстросохнущей грунтовкой S-203. В местах шлифования поврежденного покрытия не должно быть никаких резких переходов. В случае появления в этих местах шлифования ржавчины их рекомендуется обработать средствами для очистки от нее. Обработка преобразователем ржавчины улучшает адгезионную способность и последующую стойкость слоев эмали. Необходимо помнить, что остатки кислотного преобразователя ржавчины должны быть удалены с поверхности промывочной водой.
Защита мест, не подлежащих окраске, производится бумагой, имеющей хорошую механическую прочность после ее смачивания водой или лакокрасочным материалом. Для этих целей применяется восковая или пергаментная бумага.
Нанесение грунтовки необходимо для получения нужной адгезионной способности верхнего слоя. Грунтовка наносится тонким слоем. Грунтовочные слои не требуют шлифования. Однако для удаления мелких вкраплений в грунтовке покрытие следует слегка обработать шлифовальной щеткой. Реактивные грунтовки, содержащие фосфорную кислоту, рекомендуются для покрытия деталей, изготовленных из алюминия и стали. Эффективны двухкомпонентные грунтовки, которые приготовляются непосредственно перед употреблением. Реактивные грунтовки не следует шлифовать шкуркой мокрым способом, так как они неводостойки.
Шпатлевание поверхности может выполняться распылением и шпателями.
Пневматическое распыление шпатлевки применяется для выравнивания мелких царапин и получения соответствующей толщины покрытия. При этом шпатлевка наносится, как правило, двумя слоями, обычно толщиной около 50 мкм. Нанесение одного толстого слоя нежелательно, так как увеличивается время сушки, затрудняется шлифование и образуются отслаивания на всем покрытии.
Шпатлевочные пасты наносятся с помощью шпателя для заполнения глубоких неровностей и царапин в отдельных местах кузова. При этом можно покрывать как металлическую поверхность, так и грунтовочный слой. Шпатлевка наносится тонким слоем, так как толстый слой плохо высыхает и вызывает появление неровностей. Если необходимо, шпатлевка накладывается несколько раз и каждый слой сушится.
Шлифование зашпатлеванных мест осуществляется сухим или мокрым способом. После шлифования наносится наполнитель, который является основой для образования гладкой поверхности, равномерного цвета и блеска покрытия. Часто этот наполнитель служит изоляционно-подготовительным слоем для защиты старого лакокрасочного покрытия от сильно смягчающих растворителей, входящих в состав эмалей для наружной окраски.
Нанесение внешних слоев эмали должно производиться таким образом’, чтобы не было потеков и неокрашенных мест.
Наружная окраска кузовов выполняется в один или два слоя. При нанесении двух слоев эмали необходимо иметь определенное время между процессами напыления для испарения .растворителя. Окраска в два слоя позволяет получать более гладкие покрытия и с лучшим блеском. Увеличение температуры сушки покрытия позволяет значительно сократить период образования лакокрасочной пленки. Это обстоятельство нужно обязательно учитывать при выполнении окрасочных работ.
Технология и материалы для нанесения противокоррозионных покрытий
Противокоррозионная окраска кузовов выполняется при незначительных и сильных повреждениях коррозией, а также при капитальном ремонте автомобилей. Кроме того, противокоррозионная обработка включает такие работы, как окраска химически стойкими материалами, нанесение мастик и герметизирующих паст.
Степень повреждения коррозией определяется после тщательной мойки кузова и шасси. Принято считать повреждения кузова коррозией незначительными в случае, когда частичное удаление старого лакокрасочного покрытия может быть произведено механическим или химическим способом. Кузова, сильно поврежденные коррозией, требуют полного удаления старого лакокрасочного покрытия в местах, где проявилась коррозия. При капитальном ремонте производятся полное удаление старого лакокрасочного покрытия, а также работы по замене и ремонту металлических частей кузова.
Окраска кузовов, незначительно поврежденных коррозией.
После тщательной мойки и сушки кузова определяются места, поврежденные коррозией. Особое внимание обращается на края деталей, стыки панелей, места механических повреждений.
Противокоррозионная обработка нижних частей кузова производится после механической очистки шлифовальной шкуркой, скребками или стальными щетками. Затем поверхность протирается преобразователем коррозии Фоцитом или Фосолем и после этого кузов оставляется на сутки для химического взаимодействия нанесенных растворов с остатками ржавчины, не удаленными механическим способом. Поверхности кузова, обработанные химическим способом, необходимо вторично обработать шлифовальной шкуркой № 180, а затем протереть ветошью, смоченной денатуратом.
Поврежденные места, очищенные до металла, необходимо обработать грунтовкой.
Для этих целей используются:
— алкидная сополимеризованная со стиролом краска 3329-281-820, пепельного цвета, токопроводящая. Наносится на края деталей, которые будут соединены точечной сваркой аппаратами большой мощности и высокого напряжения. Время сушки перед сваркой должно быть не менее 0,5 ч;
— эпоксидная цинковая краска Силькор 7424-288-950, серого цвета, токопроводящая. Наносится для противокоррозионной защиты на швы, соединяемые точечной сваркой аппаратами малой мощности и низкого напряжения. Время сушки должно быть не менее 0,5 ч;
— эпоксидная цинковая противокоррозионная краска серого цвета. В своем составе содержит компонент А (7421-004-950 — 10 частей) и компонент Б (8222-897-000 — 1 часть). Применяется для грунтования после пескоструйной обработки таких деталей шасси, как пружины, балансиры, стабилизаторы, корпуса амортизаторов и др. Время сушки 48 ч при температуре 20°С или 1 ч при температуре 100°С;
— поливиниловая хроматная противокоррозионная краска 7722-001-110, реактивная. Используется для увеличения адгезии с металлом при последующем нанесении хлоркаучуковых грунтовок. Широко применяется при восстановлении деталей из цветных металлов, а также после обработки преобразователем ржавчины. Время сушки после обработки — не менее 1 ч;
— масляная противокоррозионная краска Пенетроль 2121-017-250, красного цвета, окисная. Наносится кистью даже на некачественно очищенные от ржавчины поверхности стальных деталей с последующей окраской алкидными, хлоркаучуковыми эмалями общего применения или битумными мастиками. Время сушки 48 ч. Перед нанесением второго и последующих слоев необходима естественная сушка в течение 2 недель;
— алкидная модифицированная хромом грунтовка Хромет 3231-008-250, красного цвета, оксидная. Наносится на тщательно очищенные до металлического блеска поверхности в два слоя. Время сушки каждого слоя не менее 24- ч;
— масляно-смоляная противокоррозионная цинковая краска 2221-004-950. Применяется для грунтования деталей шасси перед нанесением мастики МА-2 или битумного лака. Время сушки должно быть не менее 14 дней;
— алкидная противокоррозионная суриковая краска 3121-002-270. Используется в качестве грунтовки при нанесении кистью для деталей шасси автомобиля перед нанесением алкидных, хлоркаучуковых эмалей общего применения, битумного лака или мастики МА-2. Время сушки не менее 48 ч;
— хлоркаучуковая грунтовочная краска 7221-006-250, красного цвета, хроматная, оксидная. Наносится на реактивную грунтовку в два слоя. Время сушки не менее 24 ч.
После сушки грунтовочного слоя наносится покрытие из синтетических или хлоркаучуковых водонепроницаемых эмалей. Второй слой эмали необходимо наносить после сушки первого в естественных условиях не раньше, чем через 2 сут. Дополнительной окраске подвергаются места, где выполнялись работы по устранению коррозионных повреждений.
Для наружной окраски кузовов при ремонте применяются следующие материалы:
— хлоркаучуковая эмаль 7261-000-806 общего применения, серого цвета наносится на реактивное хлоркаучуковое или алкид-ное грунтовочное основание в два слоя. Время сушки покрытия должно быть около 24 ч;
— алкидная модифицированная краска Эмаколь 3262-054-860, серого цвета. Наносится на любое грунтовочное покрытие;
— битумный лак 5311-059-990. Наносится на любое грунтовое основание. Время сушки не менее 12 ч.
Нижняя часть кузова после грунтования или окраски эмалями покрывается восково-битумной композицией Битекс или мастиками:
— битумная противокоррозионная противошумная модифицированная мастика МА-2 (5243-468-990), черного цвета, наносится на любое грунтовочное основание. Время сушки 48 ч.;
— битумная модифицированная противокоррозионная противошумная мастика AS-777 (5243-559-990). Наносится на покрытое грунтом основание кистью или шпателем. Время сушки при температуре 20 °С составляет 48 ч. Дополнительно эта мастика может быть покрыта Битексом или хлоркаучуковой эмалью 7261-000-860.
Для защиты деталей выпускного тракта двигателя используется силиконовая грунтовая термостойкая эмаль 7860-654-840.
своем составе она содержит алюминиевый порошок и имеет СеРебристый цвет. Наносится непосредственно на тщательно очищенную стальную поверхность. Время сушки 8 ч.
Окраска кузовов, сильно поврежденных коррозией. Удаление старого лакокрасочного покрытия с поврежденных мест производится химическим способом.
После снятия, старого лакокрасочного покрытия поврежденные места очищаются от ржавчины механическим или химическим способом. Для удаления продуктов коррозии химическим способом применяются фосфорсодержащие средства Фосоль, Фоцит или Деоксид.
Фосоль используется для очистки от ржавчины и одновременно для обезжиривания поверхности деталей. Очистка может осуществляться погружением или нанесением препарата кистью. Температура процесса очистки составляет 14—25 °С при незначительной площади повреждения коррозией и 70— 90°С при интенсивном разрушении металла. Продолжительность действия композиции определяется характером коррозионного разрушения. После очистки от ржавчины обрабатываемую поверхность следует ополоснуть.
Фоцит также применяется для очистки стальных деталей от ржавчины и обезжиривания. Препарат наносится на поврежденное коррозией место и выдерживается в течение 6—24 ч в зависимости от степени разрушения. После очистки от ржавчины поверхность необходимо ополоснуть водой.
Деоксидом обрабатываются небольшие повреждения коррозией. Поверхность стальных деталей обезжиривается протиркой ветошью.
Места с нанесенными химическими средствами следует выдержать в течение суток. После этого поверхность необходимо очистить щеткой, протереть смесью бензина и денатурата в соотношении 1:1, затем можно приступать к грунтованию.
Грунтовки Автохрон-1, алкидные или хлоркаучуковые эмали лучше всего наносить распылением. Суриковую краску можно наносить только кистью, вследствие чего ею покрываются только легкодоступные места. Грунтовку следует наносить 2 раза при соответствующих режимах сушки.
После нанесения синтетической грунтовки кистью или распылением покрытие сушится в течение 48 ч. После этого времени наносится тонкий слой битумно-асбестовой мастики AS-777 или МА-2. На швы шпателем или кистью накладывается противошумная мастика. Если эти мастики нанесены слишком толстым слоем или на невысохшую грунтовку, то растворители, содержащиеся в них, размягчают ее и приводят к отслоению грунтовки от металла. Необходимо знать, что толстые покрытия неэластичны и хрупки. Поэтому толщина слоя должна быть до 0,5 мм. Для обеспечения гладкости и водонепроницаемости покрытия битумно-асбестовый слой покрывается хлор-каучуковой эмалью общего применения или битумным лаком.
Окраска кузовов при капитальном ремонте автомобиля. Капитальный ремонт кузова выполняется при значительном коррозионном разрушении. Такие повреждения являются следствием плохой защиты от коррози’и во время эксплуатации автомобиля, некачественной противокоррозионной обработки кузова после аварийного повреждения, попадания влаги в салон через различные неплотности и зазоры. Как правило, после 3—5 лет эксплуатации автомобиля без выполнения профилактических работ по противокоррозионной защите кузову необходимо делать капитальный ремонт.
Капитальный ремонт создает дополнительно возможность доступа (и тем самым защиты) к тем местам кузова, которые обычно труднодоступны, либо их коррозионная обработка вообще невозможна из-за трудоемкости демонтажа и опасности повреждения демонтируемых элементов.
Опыт проведения капитального ремонта показывает, что существует ряд технологических недостатков, которые независимо от среды создают дополнительную угрозу возникновения коррозии и быстрого ее распространения. Эти недостатки чаще всего связаны с тем, что не соблюдаются предписания, относящиеся к технологическому процессу, не используются эффективные методы удаления продуктов коррозии и поврежденных слоев краски, а также отсутствует эффективная противокоррозионная защита всех элементов ремонтируемого кузова, в особенности скрытых труднодоступных мест и мест соединений отдельных металлических частей. Отсюда применение средств временной защиты как дополнительного сезонного средства противокоррозионной защиты является обязательным и вполне обоснованным требованием.
Для проведения во время капитального ремонта эффективной противокоррозионной обработки требуется следующее:
— тщательная проверка кузовов, а также выбор правильного метода ремонта изношенных и поврежденных элементов;
— соответствующее состояние (степень подготовки) поверхности металлических элементов, оставленных без ремонта, элементов, подлежащих ремонту, и вновь устанавливаемых элементов;
— выбор метода, позволяющего тщательно удалить продукты коррозии;
— выбор соответствующих (в зависимости от степени подготовки и условий эксплуатации автомобиля) лакокрасочных покрытий, а также методов окраски, позволяющих эффективно нанести покрытия па все поверхности кузова.
Если визуально нельзя установить коррозионные повреждения, то применяются молоток, скребки или специальные иглы. Скребком снимаются верхние слои продуктов коррозии до металла. Ударяя иглой или скребком, можно исследовать устойчивость прокорродировавшего металла па пробивание.
Это не слишком точные методы, но в определенных условиях они дают необходимый результат. В зависимости от величины поврежденного места элемент ремонтируется локально (установкой заплаты или куска нового профиля) либо полностью заменяется.
Существуют однако коррозионные повреждения, выявить которые такими методами невозможно. Речь идет о слоистых повреждениях в глубине металла. Слои продуктов коррозии оказываются в несколько раз более плотными, из-за чего элемент, исследуемый названными методами, кажется еще вполне пригодным и поэтому оставляется без ремонта. При этом коррозия быстро прогрессирует и переходит на исправные элементы. В результате кузов быстро выходит из строя, межремонтный пробег резко сокращается либо кузов вообще становится непригодным к ремонту.
Наиболее интенсивно подвергаются коррозии элементы основания кузова, внутренняя часть багажника, внутренние полости дверей и крылья. Коррозионные язвы часто трудно обнаружить вовремя, особенно, если они находятся на металли-ческих панелях, закрытых войлоком или резиной. В таких местах противокоррозионная обработка затруднена, вследствие чего в кузове появляются сквозные коррозионные повреждения, которые можно устранить только постановкой новой или ремонтной детали.
При капитальном ремонте кузова старое лакокрасочное покрытие полностью удаляется Ремосолем-АМ. Затем наносится слой шпатлевки, который после высыхания подвергается шлифованию. Механическая обработка производится шлифовальным кругом, щетками, скребками или шлифовальной шкуркой. После шлифования вся поверхность обрабатывается фосфорсодержащим средством — Фоцитом или Фосолем, ополаскивается водой, вытирается насухо и протирается ветошью, смоченной смесью бензина и денатурата в соотношении 1:1. Поверхность металла, очищенного от коррозии, должна быть гладкой, серого цвета с легким блеском, без липкого слоя и белого налета от соли.
В больших ремонтных мастерских лучше всего проводить пескоструйную очистку или обработку дробью с помощью аппарата АР-600. Однако пескоструйная обработка требует частичной разборки кузова: должны быть демонтированы топливопроводы, тормозные шланги, электрооборудование и др. Перед пескоструйной (дробеструйной) очисткой необходимо обезжирить шасси и нижние части кузова Эмульсолем-SA и смыть загрязнения водой. На очень загрязненные поверхности Эмуль-соль-SA можно наносить пистолетом или кистью, а затем смыть грязь водой. Если необходима механическая очистка только нижней части кузова или ниш крыльев, то можно применить беспылевой пескоструйный аппарат. При обработке этим аппаратом плоских поверхностей кузова помещение не загрязняется абразивом, так как в этом случае оболочка головки достаточно плотно прилегает к металлу и тем самым не дает возможности абразиву выйти наружу. Пескоструйная очистка обеспечивает получение наилучшего качества стальной поверхности перед окраской и полностью устраняет всякие загрязнения.
Защитная противокоррозионная окраска автомобиля при капитальном ремонте выполняется аналогично окраске кузовов, сильно поврежденных коррозией. Однако распыление красок требует соответствующей их подготовки. Рекомендуется применять суриковые краски, например Пенетроль, для местной окраски внутренних ниш кузова. Недостаточно герметизированные места следует зашпатлевать противошумной мастикой или МА-2. При использовании сурика мастику следует наносить только через 7 дней, так как возможно вспучивание Грунтовки.
Защитно-декоративное покрытие наносится только после выполнения противокоррозионной окраски. В качестве верхних покрытий можно применять хлоркаучуковые или фталевые эмали, а также битумный лак в два слоя.
После нанесения лакокрасочного покрытия, монтажа оборудования и проводки на нижнюю часть автомобиля и шасси наносится распылением препарат Битекс, который одновременно герметизирует стыки и места крепления узлов шасси.
Для уплотнения сварных швов, мест крепления агрегатов, и узлов шасси, а также для противокоррозионной защиты нижней части кузова автомобиля используются следующие материалы:
— битумная звукопоглощающая мастика Л-777 (5243-559-990), предназначенная для нанесения пистолетом или кистью на загрунтованное основание и сохнущая на воздухе;
— битумная звукопоглощающая противокоррозионная черная мастика MA-S (5243-468-990) для нанесения шпателем или кистью. Модифицирована фталевой смолой с добавлением асбестовой пыли, наполнителей и алюминиевой пыли, сохнет на воздухе, применяется для загрунтованных поверхностей;
— битумная противошумная асбестовая паста (5343-572-990) для нанесения шпателем. Применяется для герметизации скрытых соединений кузова, а также для снижения уровня шума;
— уплотнительная мастика для стыков — каучуковая масса с добавкой мела, окиси цинка, сажи и парафинового масла. Наносится шпателем;
— аутокит — каучуковая невысыхающая масса в виде валиков серого или черного цвета. Наносится в щели кузова;
— шпатлевочная полиэфирная двухкомпонентная замазка (7541-361-811) — быстросохнущая для внешнего уплотнения соединений;
— эпоксидная замазка Эпидиан-512 — самоотверждаемая замазка с отвердителем Т для ремонта кузовов;
— каучуковая растворимая герметизирующая замазка для нанесения шприцем на места точечной сварки металлических частей кузова.
Технологические процессы восстановления лакокрасочных покрытий
В данном разделе книги приводятся некоторые технологические процессы восстановления лакокрасочных покрытий в наиболее часто повреждаемых местах кузова.
Местная окраска кузовов, покрытых эмалями горячей сушки.
Выполняется в следующей последовательности:
1) произвести при необходимости рихтовку металлической поверхности кузова;
2) очистить поврежденные места от ржавчины и старого лакокрасочного покрытия шлифовальной шкуркой или кругом;
3) заварить имеющиеся трещины и зачистить неровности напильником;
4) очистить сварочные швы от окалины шлифовальной шкуркой;
5) заполнить неровности на поверхности кузова припоем или наполнителем Эпидиан-410 (в 100 ч Эпидиана добавляется 6—10 г отвердителя). Отвердение композиции происходит при комнатной температуре в течение 48 ч, а при температуре 100°С за 30 мин;
6) провести обработку шлифовальным кругом, напильником и сухой шлифовальной шкуркой 60 и 100;
7) протереть ветошью, смоченной в уайт-спарите, и затем сушить в течение 5 мин;
8) покрыть слоем грунтовки места, очищенные до металла, краской 7722-006-660, а затем сушить покрытие лампами мощностью до 500 Вт. Режим сушки: расстояние от ламп до поверхности 20—30 см; температура сушки не более 110°С, время сушки 20 мин;
9) отшлифовать покрытие шлифовальной шкуркой № 400 с Уайт-спиритом;
10) протереть отшлифованные места марлей, смоченной бензином;
11) выдержать покрытие в течение 10 мин для испарения паров бензина;
12) зашпатлевать неровности грунтового покрытия нитро-целлюлозной шпатлевочной мастикой 4141-361-ХХХ;
13) сушить шпатлевочную мастику ма воздухе в течение 20 мин;
14) высушить мастику при температуре 80°С в течение 15 мин;
15) отшлифовать поврежденное и зашпатлеванное место шлифовальной водостойкой шкуркой № 400, смоченной уайт-спиритом;
16) обработать поверхность вокруг отшлифованного места (поверхность 2) шкуркой № 800, смоченной уайт-спиритом;
17) протереть обработанные места экстракционным бензином;
18) выдержать покрытие в течение 5 мин для испарения паров бензина;
19) нанести распылением в два слоя на поверхность 1 эмаль 7160-506-ХХХ с добавлением катализатора. На 100 г эмали добавляется 4 г катализатора. На поверхность 2 распыление не производить;
20) сушить эмаль в течение 10 мин при обычной температуре;
21) нанести на поверхность 3 жидкий раствор эмали так, чтобы обработанная шкуркой № 800 поверхность 2 имела постепенный переход;
22) сушить эмаль при окружающей температуре в течение 10 мин;
23) сушить эмаль при температуре поверхности металла около 80°С в течение 15 мин лампами на расстоянии 20— 30 см;
24) охладить покрытие на воздухе в течение 10 мин;
25) обработать края для устранения неровностей мокрым шлифованием водостойкой шкуркой, смоченной уайт-спиритом;
26) протереть обрабатываемое место экстракционным бензином;
27) выдержать покрытие в течение 5 мин для испарения паров бензина;
28) отполировать поверхность овчиной и фланелью с пастой 8340-515-000;
29) удалить фланелью остатки пасты, протереть жидкостью 829Г-000-000 для очистки, а затем фланелью досуха.
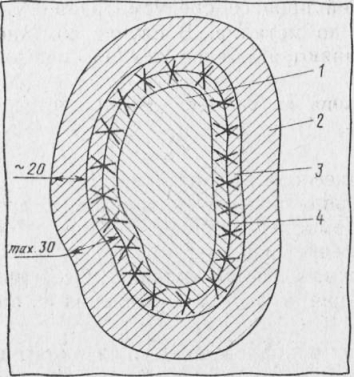
1 — место повреждения; 2 — зона вокруг повреждения; 3 — переходная зона; 4 — контур поврежденного места
Приведенный технологический процесс предусматривает обработку места, поврежденного до металла. В случае сохранения грунтовочного слоя выполняются только технологические операции 9—29.
Защитная окраска пола кузова в салоне. Выполняется в следующей последовательности:
1) снять коврики и сиденья;
2) очистить пол от грязи пылесосом или щеткой;
3) проверить прилегание к полу шумопоглощающих наклеек. Подклеить их при необходимости бутапреном. При наличии в основании заглушек их следует извлечь;
4) выявить места коррозионных повреждений. Особенно следует проверить края основания в местах соединения с порогами;
5) очистить пол от ржавчины и поврежденного лакокрасочного покрытия. Очищать нужно очень осторожно, чтобы не повредить металл, так как он имеет толщину около 1 мм. Начинать очистку следует скребками или плоским напильником, затем чистить щетками, крупнозернистой шлифовальной шкуркой и фосфорсодержащим преобразователем ржавчины. Рекомендуется, главным образом, смешанная очистка. Песок, продукты коррозии и остатки лакокрасочного покрытия удаляются через отверстия в основании, которые были закрыты заглушками;
6) протереть поверхность ветошью, смоченной уайт-спиритом или экстракционным бензином. Особенно тщательно обезжириваются места, которые были очищены механическим способом. Остальные поверхности, подготавливаемые к окраске, также следует протереть бензином;
7) определить места основания, подлежащие окраске. Обработке подлежат поверхности, очищенные от ржавчины и отслоившегося лакокрасочного покрытия, а также неповрежденные места заводского покрытия, которые расположены на расстоянии нескольких сантиметров от места повреждения. Только большие поверхности лакокрасочного покрытия без следов коррозии, а также неповрежденное противошумное покрытие не подлежат восстановительной окраске;
8) нанести грунтовку на места, очищенные до металла. Покрытие грунтовками выполняется кистью сразу же после очистки и обезжиривания. В качестве грунтовки применяется медленно высыхающая суриковая краска Пенетроль, 60%-ная суриковая синтетическая фталевая краска или грунтовочная синтетическая хроматная краска, наносимая в один или два слоя.
9) нанести мастику. На покрытые грунтовкой места кистью наносится равномерный тонкий слой (1 мм) противошумной, противокоррозионной мастики холодной сушки или битумная мастика типа МА-2. Покрытие высыхает в течение 2 дней. Мастику можно слегка разбавить экстракционным бензином. Допускается также нанесение ее шпателем с последующим выравниванием покрытия кистью, смоченной бензином. Поверхность, покрытая мастикой, должна быть как можно более гладкой;
10) окрасить хлоркаучуковой эмалью общего применения 7261-000-860. Эту водостойкую эмаль следует наносить кистью в два слоя, причем каждый слой необходимо оставить на 10— 15 ч для высыхания. Покрытия следует наносить на места, покрытые противошумной мастикой, а также на места, предварительно обезжиренные и покрытые мастикой (операции 6 и 7) для упрочнения имеющегося покрытия. Вместо хлоркаучуковой эмали можно применять битумный лак, но качество такого покрытия ниже.
Местная окраска внутренней поверхности багажника. Выполняется в следующей последовательности:
1) снять коврик и обивку багажника с боковых стенок;
2) очистить нижние поверхности от песка и грязи, прочистить дренажные отверстия, вытереть багажник ветошью, а остатки песка удалить воздухом посредством ручного насоса;
3) проверить герметичность стыков и прочность пшатле-вочного и противокоррозионного слоев путем сильного нажатия пальцем руки или, сделав царапины скребком. При отслоении шумопоглощающих наклеек их необходимо приклеить бу-тапреном. Если в багажник попадает влага, необходимо выявить места ее проникновения и щели заделать герметизирующими полосками. Особое внимание уделить местам соединения деталей, образующих багажник;
4) выявить и отметить коррозионные повреждения;
5) удалить ржавчину и поврежденное лакокрасочное покрытие скребками и небольшими щетками. Остатки ржавчины удаляются фосфорсодержащим средством. Песок, продукты коррозии и грязь выдуваются воздухом или удаляются через дренажные отверстия в полу багажника;
6) протереть ветошью, смоченной уайт-спиритом или экстракционным бензином поверхности, с которых было удалено лакокрасочное покрытие, а также находящиеся с ними в непосредственной близости;
7) нанести кистью два слоя грунтовки S-203 на поверхности, очищенные до металла. Каждый слой должен быть тщательно высушен, согласно рекомендациям, имеющимся на упаковке грунтовки;
8) произвести наружную окраску. На покрытые грунтовкой места нанести два слоя эмали, цвет которой должен быть подобран к цвету кузова. Для ускорения процесса сушки нанесенные слои нагреваются лампами мощностью 500 Вт, расположенными на расстоянии приблизительно 50 см от поверхности в течение 30 мин. Эту работу следует проводить в хорошо вентилируемом помещении, исключая искрообразование, скопление паров растворителя. Не допускается наличие в топливном баке бензина или даже его паров;
9) герметизировать стыки багажника с внутренней стороны и со стороны шасси автомобиля. Односторонняя герметизация неэффективна. Герметизировать следует битумно-асбестовой мастикой, которая представляет собой густую массу, удобную для нанесения кистью, стальным шпателем или резиновой пластинкой, соответствующей жесткости. После высыхания мастики в течение 6 дней на покрытие необходимо нанести кистью слой Битекса, который увеличивает водостойкость слоя. Препаратом Битекс нецелесообразно покрывать внутреннюю поверхностью багажника, так как он полностью не отверждается и может поэтому прилипать к перевозимому багажу.
Окраска крыла автомобиля. Выполняется в такой последовательности:
1) очистить механическим способом поверхность крыла от ржавчины и старого лакокрасочного покрытия. Обработка выполняется шлифовальным кругом, напильником или шлифовальной шкуркой с двух сторон крыла. В случае восстановления покрытия на всем крыле или только на его внутренней стороне старый слой покрытия удаляется с помощью органического раствора Рсмосоль-АМ. Это значительно облегчает механическую очистку поверхности, проводимую для выявления коррозионных повреждений. Целесообразно, если это не вызывает большие трудности, снять крыло и очистить его песком или выдержать в 5%-ном растворе натриевой щелочи;
2) обработать зачищенные до металла поверхности крыла преобразователем ржавчины Фоцитом или Фосолем. Препарат наносится кистью в поры и места, неподдающиеся удалению ржавчины без шлифования на значительную глубину. Нанесенный препарат целесообразно оставить на ночь, чтобы полностью преобразовать продукты коррозии. На следующий День, очищенная от ржавчины поверхность смывается водой и протирается губкой так, чтобы на ней не осталось белого кристаллического налета фосфорнокислых солей. Затем поверхность следует протереть насухо ветошью и обезжирить смесью бензина и денатурата в соотношении 1:1. Иногда целесообразно очистить поверхность щеткой, особенно в случае, когда толщина металла сильно уменьшена в результате коррозии. С изгибов и труднодоступных мест ржавчина удаляется острым инструментом;
3) нанести на внутреннюю и внешнюю поверхности крыла грунтовку Автокор, Хромет или двухкомнонентиую реактивную композицию. Грунтовку целесообразно наносить распылением, чтобы образовался топкий слой, но возможно и использование кисти;
4) нанести декоративное покрытие 3469-529-ХХХ. Окраска декоративной эмалыо внешней стороны крыла выполняется так, чтобы покрытие было нанесено на внутреннюю сторону панели на расстоянии 1-2 см от края. Технология нанесения декоративных покрытий па крыло не отличается от окраски декоративными эмалями всего кузова;
5) после высыхания декоративного покрытия окрасить кистью внутреннюю сторону крыльев со стороны колес защитной суриковой алкидной грунтовкой. Затем обработать 2 раза водостойким или хлоркаучуковым составом, строго соблюдая время сушки каждого слоя.
Для герметизации стыков и образования звукопоглощающего покрытия наносится распылением мастика МА-2. Этой мастикой покрываются поверхности через 2—3 дня после нанесения грунтовки. Звукопоглощающие мастики, содержащие асбест, мало устойчивы к воздействию воды и поэтому их дополнительно покрывают водостойкими хлоркаучуковыми эмалями типа 7261-000-860.
Через 2 недели после установки крыла на автомобиль покрытие с внутренней стороны обрабатывается препаратом Би-текс. Особенно тщательно распыляется препарат (наносится кистью) на места повреждений покрытия и на стыки.
Оборудование участков для окраски автомобилей после ремонта
Восстановление лакокрасочных покрытий, особенно декоративных, требующих горячей сушки, не дает хороших результатов, если они проводятся в холодном и плохо проветриваемом помещении, без соответствующей фильтрации нагнетаемого воздуха. Современные участки для окраски кузовов должны быть снабжены сушильными устройствами для обеспечения качественного покрытия и сокращения времени сушки. При наличии эмалей горячей сушки и сушильных камер время высыхания покрытия на автомобиле может быть сокращено с нескольких дней до 16 ч. Применение химически отверждаемых шпатлевочных полиэфирных мастик сокращает время перекрашивания автомобиля в ремонтных мастерских до 8 ч при сохранении качества лакокрасочного покрытия.
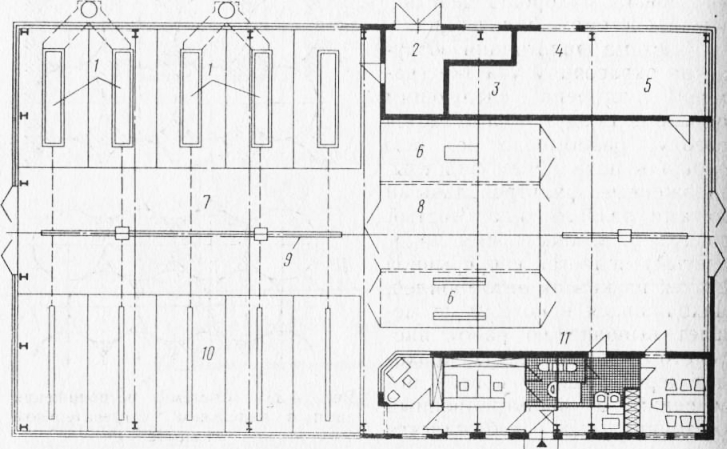
В зависимости от требуемой пропускной способности ремонтной мастерской можно применять различные конструкции окрасочных сушильных камер. Наличие таких камер позволяет проводить работы по окраске автомобилей в любое время года. Пример планировки цеха для окраски кузовов дан на рис. 18. При этом цифрами на рисунке обозначены: 1 — агрегаты для отсоса шлифовальной пыли; 2 — склад лакокрасочных материалов; 3 — помещение для обогревателей окрасочных камер; 4 — помещение для обогревателей рабочего помещения; 5 — помещение для нагревателей сушильных камер; 6’ — сушильные камеры; 7 — рабочее помещение; 8 — окрасочная камера; 9 — сточный канал 0 150 мм; 10 — подготовительный участок; 11 — бытовые помещения.
Для получения качественного декоративного покрытия существенным моментом является проблема фильтрации воздуха в окрасочных камерах. При использовании нитроцеллюлозных эмалей чистота воздуха не является обязательным условием, так как предусматривается полирование поверхностного слоя. Эмали горячей сушки или медленно отверждаемые алкидные эмали требуют тщательной чистоты воздуха, так как пыль проникает внутрь высыхающего покрытия и впоследствии ее нельзя удалить. Покрытия из эмалей горячей сушки не шлифуются, а легкое полирование внешнего слоя не устраняет глубоко проникшие загрязнения. Именно поэтому необходимо помещение для окраски автомобильных кузовов снабжать приточно-вытяжной установкой с хорошо действующей системой фильтрации.
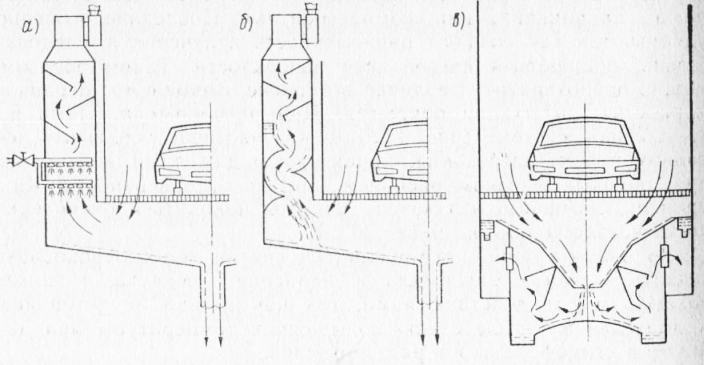
Система фильтрации воздуха на окрасочном участке (камере) устроена следующим образом. Воздух нагнетается сверху равномерно на всю площадь цеха через фильтры, снабженные фильтровальными матами разного типа. Чистый воздух (в зимнее время подогретый) подается непрерывной струей на крыши автомобилей, находящихся в цехе, и не мешает выполнению работ пистолетом. Затем воздух проходит через решетку в полу помещений в фильтрационный отстойник, где освобождается от распыленных частичек краски и растворителя.
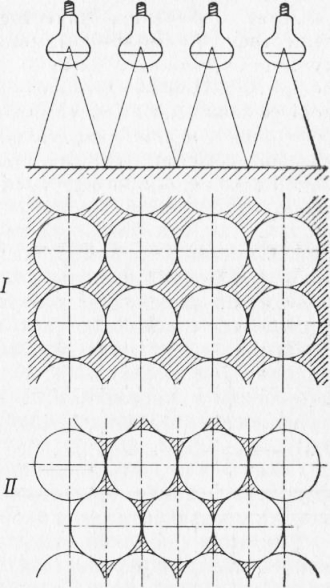
Для местного нагревания окрашенных поверхностей кузова применяются электрические лампы накаливания или люминесцентные. Последние особенно удобны, так как создают равномерность излучения и, следовательно, одинаковый нагрев всей поверхности. Таким образом можно предотвратить различие в окраске, вызываемое неравномерностью высыхания покрытия. При расположении ламп по треугольной системе можно частично исключить неравномерность нагревания, характерную для ламп этого типа при слишком близком расположении! их от поверхности. Как правило, ламповые излучатели должны находиться от поверхности на расстоянии не менее 30 см.
Во время сушки автомобиля без снятия колес необходимо создать в шинах максимальное давление воздуха, а также закрыть их от действия ламп, так как резина не устойчива к длительному воздействию повышенной температуры при наличии в атмосфере паров растворителей.
Уход за декоративными лакокрасочными покрытиями
Уход за декоративными покрытиями автомобиля, проводимый после его мойки, обусловлен эстетическими требованиями к внешнему виду автомобиля, т.е. необходимостью сохранить цвет и блеск покрытия. Требования противокоррозионной защиты и эстетические чаще всего совпадают, так как чистое гидрофобизирующее покрытие с хорошим блеском (например воск) отвечает и требованиям противокоррозионной защиты.
Уход за декоративными лакокрасочными покрытиями осуществляется с помощью паст, гелей и эмульсий.
Паста — это твердая или жидкая двухфазная, мелкокристаллическая коллоидная система, состоящая из жидкого компонента и рассеянного в нем твердого мелкокристаллического (воскового, парафинового, силикатного и т. п.) компонента.
Гель — это полустабильная, однофазная, мелкодисперсная, прозрачная, опалесцирующая или полупрозрачная коллоидная система с физически связанной жидкой фазой.
Эмульсия — это полужидкая или жидкая коллоидная двухфазная мелкодисперсная система с шарообразными частицами жидкости разной величины типа «вода в масле» (В/М) или «масло в воде» (М/В).
Ниже приведены классификация (слева) и характеристика средств для ухода за декоративными покрытиями.
Технические требования и характеристика. Очищающе-полирующие средства должны содержать абразивные вещества с твердостью не выше 4 по шкале Мохса, а также смазывающие вещества, например, вазелин, минеральные и растительные масла, растительные и животные жиры (бараний или говяжий жир). Кроме этих компонентов, эмульсии содержат растворитель и эмульгатор. Целесообразно добавление веществ, препятствующих образованию плесени, для запаха, слегка щелочных (например амин), а также мыл. Паста и эмульсия должны легко удаляться смыванием теплой водой с детергентом (автомобильный шампунь). Требуется также, чтобы грязь легко удалялась с покрытия без нарушения основного слоя, при осуществлении нескольких кругообразных движений тряпкой с очищающим средством. При применении войлока и под очень легким нажимом грязь должна удаляться сразу. Этого рода средства находят применение только для очистки старого лакокрасочного покрытия, частично поврежденного коррозией. После использования рассматриваемых средств следует применить гидрофобизирующе-защитные препараты.
Полирующе-предохранительные средства должны содержать коллоидные абразивные вещества, твердость которых не может превышать 4 по шкале Мохса, а также смазывающие вещества в виде эмульсии, имеющие защитные свойства и придающие после полирования блеск. К ним относятся: синтетический или натуральный эфирный воск, окисленный микровоск, эмульгаторы, органические растворители и силиконовые масла. Эти вещества с водой образуют эмульсии типа В/М. Они должны легко удалять незначительные пятна масла и грязь с лакокрасочных покрытий при первом нанесении их на поверхность. При повторном нанесении (чистой тряпкой) должно оставаться тонкое, легко полируемое покрытие. Такого рода покрытие легко смывается под дождем и его необходимо часто обновлять. Препараты легко наносятся (без нажима) и потому удобны в употреблении. Однако гидрофобизация поверхности незначительна, а защитное действие, особенно в щелях и на стыках, невелико.
Декоративно-гидрофобизирующие средства, предназначенные для ухода, должны содержать вещества с гидрофобными свойствами, чтобы препятствовать увлажнению поверхности каплями росы и дождя. Они должны создавать покрытие, которое легко полируется до полного блеска после высыхания в течение 5—10 мин. Обычно они наносятся на новое или неповрежденное покрытие. При применении эмульсии поверхность не обязательно должна быть сухой, но если применяется гель, поверхность необходимо тщательно высушить. Препараты этого типа не должны содержать абразива, щелочных веществ типа мыл, аммиака, а также соединений, которые могли бы повлиять на изменение цвета или размягчение покрытий. Применению эмульгаторов должно предшествовать исследование, так как они могут размягчить наружный слой термического покрытия. Применение силиконового масла требует осторожности с тем, чтобы препарат не попадал на стекла. Основным сырьем для получения средств этого типа являются высокоплавкие твердые натуральные воски, силиконовое масло, стеарат алюминия и органические растворители. Покрытие это твердое, имеет защитные и декоративные свойства и не создает вторичных пятен во время мойки автомобиля или при ее загрязнении. Препараты имеют вид густых эмульсий типа М/В в виде крема, а также полупрозрачных желе, содержащих фракцию нефтяных углеводородов с хорошей летучестью.
Гидрофобизирующе-защитные средства применяются как противокоррозионные покрытия, водостойкие и устойчивые к действию солевого раствора. Они должны содержать эфирные синтетические воски, микровоски и окисленные микровоски с низкой водозадерживающей- способностью растворителя, которые после нанесения восковой пасты образуют сплошное плотное покрытие, устойчивое к эрозионному действию струй воды, солевого раствора и снега. В принципе эти средства применяются для защиты от коррозии зимой или во время подготовки машины для зимней эксплуатации. Это покрытие имеет умеренный блеск (полублеск), легко загрязняется, но снимается бензином. Его можно наносить только на тщательно вымытый и высушенный кузов, а также на гальванические покрытия (буферов, колпаков колес). Особенно важно применение покрытий для герметизации стыков, желоба крыши, нижних кромок крыльев и дверей. Эти препараты представляют собой полупрозрачный полужидкий гель или твердые пасты, не содержащие абразивов. По окончании зимнего периода пасты смываются и в течение лета применяются гидрофобизирующие средства для ухода или полирующе-предохранительные средства. На автозаводах применяются препараты этого типа в виде жидкой насты, которую можно наносить распылением на кузове. Требуется, чтобы эти препараты имели тщательно подобранный состав алифактических растворителей, не агрессивных по отношению к свежему покрытию.
Применение препаратов на практике. Перед обработкой кузова необходимо тщательно вымыть его водой, содержащей небольшое количество поверхностно-активного вещества (ПАВ). Для мойки кузова можно употреблять также специальные автомобильные шампуни. Количество добавляемого Г1АВ не должно превышать 20—50 см3 на ведро воды. Категорически не рекомендуется применение случайных ПАВ или стиральных порошков, так как они очень портят краску и, кроме того, проникая в двери, пороги, стыки, под уплотняющие прокладки и т. п., ускоряют процесс коррозии.
Для сохранности кузова очень важна защита стыков, щелей, а также мест соединения металла с прокладками. Указанные места наиболее подвержены коррозии и, как правило, с них она и начинается.
При периодическом осмотре и уходе за кузовом в период эксплуатации автомобиля этим местам следует уделять самое большое внимание. После тщательной мойки кузова проводится скрупулезный осмотр всех указанных мест и в случае необходимости они дополнительно очищаются от грязи. После того как кузов вытерт насухо, в эти места вводится защитный препарат, например Шуцвакс (ГДР) Очень удобны в употреблении для этой цели препараты в виде аэрозолей. Под прокладки вводится защитный препарат с помощью твердой кисти. После окончания работы необходимо тряпкой удалить потеки препарата с соседних поверхностей. Ниже приведены польские препараты для ухода за декоративными лакокрасочными покрытиями.
Никополь — для ухода и защиты от коррозии.
Аутомакс — абразивная паста с полирующим действием.
Бетаполь — очищающая эмульсия.
Восковая паста ES 1 — для гидрофобизации и придания блеска лакокрасочному покрытию.
Аутомираль — паста для чистки и полирования лакокрасочных покрытий.
Аутополер — для защиты от коррозии и гидрофобизации покрытия.
Бескид — паста для чистки и придания блеска лакокрасочному покрытию.
Нео-аутосиль — для защиты от коррозии и гидрофобизации лакокрасочного покрытия.
Ауто-Люксон — восковая паста с абразивом для чистки лакокрасочных покрытий.
Крем-Люксон — для полирования и гидрофобизации лакокрасочного покрытия.
Лавональ — жидкость для удаления масляных пятен и смазки.
Аутопаста — паста для удаления масла и смазки.
Опал — для мойки и глянцевания лакокрасочных покрытий.
Хорошим качеством отличаются и традиционные средства производства ГДР, такие, как Шуцвакс, Аэро-46, Глобо-Ауто-флеге и Ауто-полиш-шпрей, а также выпускаемые в ЧССР препараты Ауто-полиш, Атутобальзам, Кариме (с добавкой силикатного масла, повышающего гидрофобность защитного слоя). Препараты применяются согласно рекомендациям завода-изготовителя.
Коррозионная агрессивность топлива, смазочных материалов и специальных жидкостей
Коррозионное воздействие нефтепродуктов на детали автомобиля связано, в первую очередь, с наличием в них воды и агрессивных химических соединений. Вода проникает в топливо, масла и смазки во время их производства, хранения и применения. Агрессивные химические соединения возникают, как правило, во время продолжительного хранения нефтепродуктов, в результате происходящих в них процессов старения, а также при эксплуатации двигателя.
Топливо
Автомобильный бензин. Применяемый повсеместно бензин для работы транспортных и стационарных двигателей с искровым зажиганием в большинстве случаев является смесью бензиновых фракций, получаемых различными технологическими процессами. Он почти всегда содержит этиловую добавку в количестве, не превышающем 1,5 г тетраэтилсвинца на 1 кг бензина. К топливу, обладающему малой устойчивостью к старению, для стабилизации добавляются ингибиторы окисления. Основным фактором, определяющим коррозионную агрессивность бензина, является содержание нафтеновых кислот и соединений серы. В зависимости от механизма действия на металлы соединения серы делятся на агрессивные и неагрессивные. Последние не действуют в нормальных условиях на металлы, с которыми они контактируют. Наличие в бензине агрессивных соединений серы и нафтеновых кислот вызывает коррозию деталей системы питания двигателя и является исключительно результатом нарушения технологии производства топлива. Эти вредные соединения серы и нафтеновых кислот почти полностью удаляются в процессе очистки дистиллятов бензина (выщелачивание, гидроочистка).
Опасность возникновения коррозии от оксидов серы особенно велика в условиях, благоприятствующих конденсации водяного пара вместе с оксидом серы на недостаточно прогретых стенках камеры сгорания, гильзах и других деталях двигателя. Способствуют этому частые запуски двигателя в холодное время года, перерывы в эксплуатации и работа на непро-гретом двигателе.
Другим источником ускорения коррозионных процессов в двигателе является добавляемая в бензин для повышения его октанового числа этиловая жидкость. Основным компонентом этой присадки является тетраэтилсвинец, содержание которого строго ограничено нормами. Продукты сгорания этиловой жидкости имеют не меньшую коррозионную агрессивность, чем соединения серы. Кроме того, они приводят к образованию нагара на деталях цилиндропоршневой группы.
Очень нежелательно и вредно наличие в системе питания двигателя всякого рода механических загрязнений и воды. Вода особенно опасна, так как, кроме нарушений нормальной работы двигателя, может вызвать коррозию системы питания. Вода, как правило, образуется при длительном хранении бензина в складских резервуарах и баках автомобилей вследствие изменения температуры воздуха. Автомобильные бензины, содержащие инородные тела и эмульгированную воду, нельзя использовать без предварительного фильтрования и обезвоживания.
Дизельное топливо. Коррозионная агрессивность дизельного топлива зависит от содержащихся в нем различных соединений кислорода естественного происхождения (нафтеновые кислоты) и возникающих в результате старения. Соединения серы (свободная сера, меркаптаны, сероводород), входящие также в состав топлива, агрессивны по отношению к черным металлам. Следует отметить, что их действие усиливается при наличии воды. Результатами коррозионного действия дизельного топлива являются ускоренный износ деталей и связанное с этим образование продуктов коррозионного износа, которые загрязняют систему питания и нарушают ее работоспособность.
Преобладающее количество серы, содержащейся в дизельном топливе, так же, как и в бензине, проявляет свою агрессивность только в процессе сгорания топлива. Процентное содержание серы в дизельном топливе значительно больше, чем в бензинах, и составляет до 1,0%.
Увеличение содержания серы в дизельном топливе до 1—2% не влияет на процесс сгорания, но после длительной эксплуатации двигателя на топливе с высоким содержанием серы начинаются интенсивная коррозия и нагарообразование. Нагар, состоящий из сажи и частиц кокса, откладывается на клапанах, форсунках, стенках камеры сгорания и выпускных трубах. Слой нагара затрудняет выход отработавших газов, приводит к перегреву двигателя и ускоренному изнашиванию цилиндров. Кроме того, продукты сгорания серных соединений, содержащихся в дизельном топливе, вызывают коррозию и преждевременный износ деталей системы питания двигателя, поршней и рабочей поверхности цилиндров. Агрессивное действие оказывают прежде всего оксиды серы (S02, S03), которые при соединении с водой образуют сильные кислоты, вызывающие коррозию конструкционных материалов.
Установлено также, что коррозионная агрессивность продуктов сгорания зависит от температуры двигателя. Интенсивность коррозии возрастает при соединении водяных паров с оксидом серы, что часто имеет место при несоблюдении теплового режима работы двигателя. Особенно вредны кратковременные пуски, работа на непрогретом двигателе и др. Наименьшую коррозионную агрессивность проявляют продукты сгорания при умеренной температуре работы двигателя, когда водяной пар перестает конденсироваться, а температура для протекания газовой коррозии недостаточна.
Коррозионный износ отдельных деталей двигателя зависит также от материалов, из которого они сделаны. Очень сильной коррозии подвергаются, например, втулки из свинцовистой бронзы вследствие того, что серная кислота растворяет и вымывает свинец из сплава.
Ввиду указанных обстоятельств требования норм, касающиеся содержания серы в дизельном топливе, должны строго соблюдаться при производстве и контроле топлива. Использование для двигателей топлива с большим содержанием серы возможно только при условии применения в двигателе специальных масел с соответствующими нейтрализующими присадками.
Важным фактором, характеризующим эксплуатационное качество топлива, является наличие в нем воды в растворенной или взвешенной форме или в виде эмульсии. Конденсация паров воды на холодных внутренних поверхностях топливных баков, вызванная суточными колебаниями температуры во время перерывов в эксплуатации и в случае хранения автомобиля во влажном помещении в период зимнего использования, содействует скапливанию в баках и иных частях системы питания воды в свободном состоянии. Вода в системе питания нарушает не только нормальное функционирование двигателя, но и увеличивает интенсивность коррозионных процессов, которые приводят к быстрому изнашиванию рабочих поверхностен. Снижению интенсивности коррозии способствует применение ингибиторов коррозии и окисления, замедляющих нежелательные процессы старения, происходящие в резервуарах и топливных баках, установленных на автомобиле.
Содержание серы, допускаемой польскими стандартами в дизельном топливе, находится на уровне, отвечающем большинству топлив, применяемых в западных странах, и даже ниже максимального количества по английским и американским нормам.
Использование в двигателях топлива горючего с большим содержанием серы вызвано прежде всего дефицитом низкосернистых нефтей. Поэтому для средне- и высокосернистого топлива применяются в двигателе масла, содержащие эффективные ингибиторы коррозии, нейтрализующие и моющие добавки, которые защищают двигатель от вредного действия продуктов сгорания.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Окраска кузовов после ремонта"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы