Строй-Техника.ру
Строительные машины и оборудование, справочник
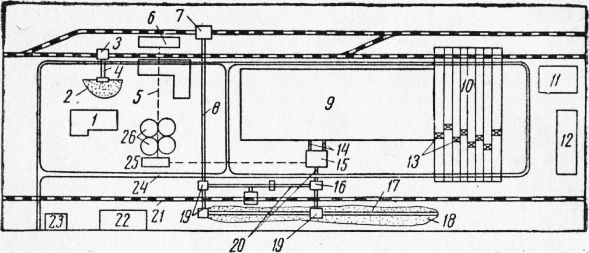
Заводы с конвейерной схемой производства. На рис. 1 показан генеральный план конвейерного завода железобетонных изделий.
Поступающие на завод по железной дороге заполнители выгружаются в приемный бункер и затем с помощью ленточного конвейера подземной галереи, перегрузочных узлов и ленточных конвейеров наклонных галерей подаются в бетоно-смесительный цех либо с помощью ленточного конвейера, перегрузочных узлов и ленточных конвейеров верхней распределительной галереи подаются на резервный склад заполнителей. Заполнители с резервного склада в бетоносмесительный цех подаются ленточным конвейером наклонной галереи. В зимнее время перед подачей в бетоносмесительный цех заполнители подогревают в бункерах подогрева. Цемент выгружается в приемный бункер, откуда перекачивается по трубопроводу в склад цемента. Для подачи цемента в бетоносмесительный цех предусмотрена станция перекачки. Бетонная смесь из бетоносмесительного цеха подается в главный корпус с помощью ленточных конвейеров.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 1. Генеральный план конвейерного завода железобетонных изделий:
1 — котельная, 2 — склад топлива, 3 —- приемный бункер для топлива, 4 — ленточный конвейер в наклонной галерее, 5 — подземный трубопровод для перекачки цемента, 6 — приемный бункер цемента, 7 — приемный бункер заполнителей, 8 —ленточный конвейер подземной галереи, 9 — главный корпус, 10 — склад готовой продукции, 11 — склад, 12 — гараж, 13 — мостовые краны, 14 —- ленточные конвейеры для подачи бетонной смеси и раствора в главный корпус, 15 — бетоносмеситель-ный цех, 16 — бункера подогрева, 17 — ленточные конвейеры верхней распределительной галереи, 18 — резервный склад заполнителей, 19 — перегрузочные узлы, 20 — наклонная транспортерная галерея, 21 — железнодорожные пути, 22—административное здание, 23 — проходная, 24 — автодороги, 25 — станция перекачки цемента, 26 — склад цемента
Арматурная сталь выгружается на склад арматуры, откуда электрокарами или машинами подается в арматурный цех. Готовые изделия из формовочного цеха поступают на склад, а оттуда автотранспортом или по железной дороге отправляются заказчикам. Схематический план главного корпуса конвейерного завода представлен на рис. 2. В здании главного корпуса располагаются формовочный, арматурный VII и ремонтно-механический цехи, камеры тепловлажностной обработки II непрерывного действия, лаборатория и компрессорная.
В формовочном цехе размещены два широких V и два узких VI конвейера. Каждый конвейер состоит из 10 постов, на которых выполняются все операции по изготовлению изделий. Для тепловлажностной обработки изделий предусмотрены многоярусные камеры, расположенные по обе стороны конвейеров. Камеры каждой стороны рассчитаны на обслуживание двух конвейеров — одного узкого и одного широкого.
Пути тележек, подающих формы с изделиями к камерам от узкого и широкого конвейеров, расположены на разной высоте, поэтому обе передаточные тележки могут работать независимо. Поддоны с изделиями с передаточных тележек подаются на разные ярусы камер и выдаются из камер на тележки подъемника-ми-снижателями, располагающимися по торцам камер.
Широкие конвейеры предназначены для изготовления панелей и плит шириной до 4,4 м, узкие — для изделий шириной 2 м. В соответствии с назначением каждый конвейер оборудован комплектом специальных машин и устройств.
Рассмотрим технологический процесс изготовления многопустотных предварительно напряженных панелей перекрытий.
Процесс начинается с подготовки поддона после снятия с него готовых изделий на посту. При переходе поддона с поста на пост производится механизированная очистка и смазка его рабочей поверхности и выталкивание штырей. На посту проверяют правильность положения штырей, качество очистки и смазки, после чего поддон поступает на пост, где на выступающие над рабочей поверхностью поддона штыри навивается предварительно напряженная проволочная арматура. На посту укладываются арматурные сетки и закладные детали, а при изготовлении предварительно напряженных изделий со стержневой арматурой на этом посту укладываются и нагретые стержни. Пост предназначен для загрузки бункеров бетоноукладчика. На посту укладывают нижний слой бетонной смеси (при необходимости). На посту на специальной машине изделие формуется. При переходе поддона с поста на пост извлекаются пустотообразователи и снимается пригрузочный щит. На посту устраняют дефекты формования (если они есть), и поддон поступает на выходной пост, откуда с помощью передаточной тележки и подъемника направляется в камеру твердения.
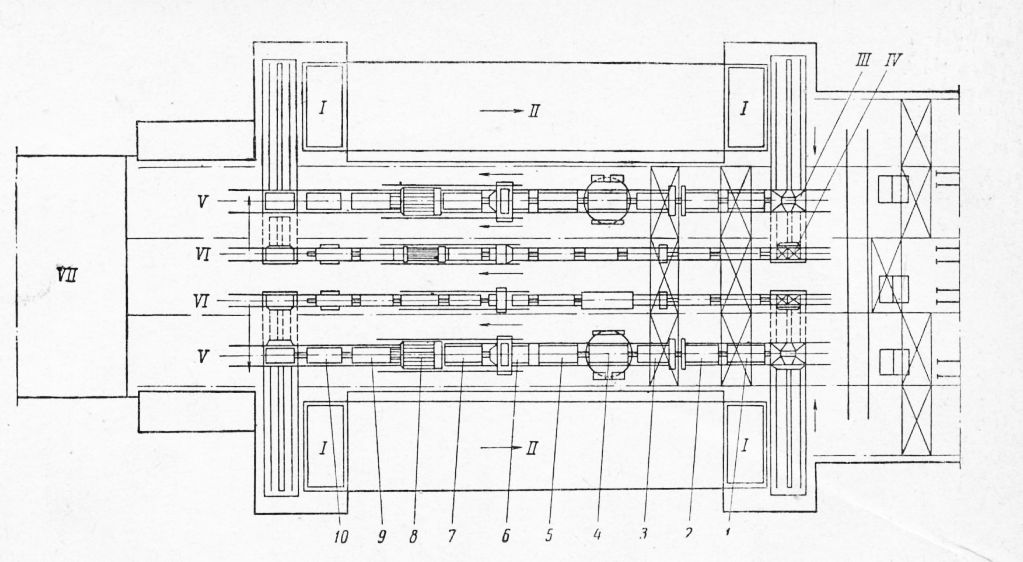
Рис. 2. Схематический план главного корпуса конвейерного завода:
I — подъемники, II — камеры теплозлажностной обработки, III — передаточные тележки широких конвейеров IV — передаточные тележки узких конвейеров, V — широкие конвейеры, VI — узкие конвейеры, VII — арматурный цех; 1—10— посты конвейеров (стрелками показано направление движения конвейера)
После камеры твердения поддон с готовым изделием поступает на пост 1 конвейера, где на специальной машине из изделия выпрессовываются штыри (они опускаются вниз) и обрезается арматура (в местах крепления). Изделие снимается с поддона мостовым краном и подается на площадку, расположенную в торце формовочного цеха, или непосредственно на тележку для вывоза на склад готовой продукции.
В настоящее время, кроме четырехконвейерных, имеются заводы с одним узким конвейером производительностью до 40 тыс. м3 в год, двумя конвейерами — одним узким и одним широким производительностью 95 тыс. мъ в год и с тремя конвейерами— двумя узкими и одним широким производительностью 120 тыс. м3 в год.
По мере совершенствования технологии и оборудования производительность заводов повышается.
Заводы с агрегатно-поточной технологией. В формовочном цехе завода размещены две технологические формовочные линии с камерами тепловлажностной обработки ямного типа, оборудованием для натяжения арматуры и стендом для контроля и ремонта изделий. Формовочный пост каждой линии состоит из бетоноукладчика, виброплощадки и формоукладчика.
На обоих формовочных постах изготовляют плиты покрытий размером 3X6 м. Подготавливают формы (очищают, смазывают, собирают бортовую оснастку, укладывают арматуру) на специальном участке. Натяжение стержневой арматуры осуществляется с помощью электронагрева на установке. Подготовленные формы мостовым краном устанавливаются на формо-укладчик, подающий их на пост формования.
Бетонная смесь поступает из бетоносмесительного цеха в самоходных бункерах, из которых выгружается в бункера бетоноукладчиков. После этого начинается формование изделия. Уплотняется бетонная смесь вибронасадком бетоноукладчика и с помощью виброплощадки. Для получения ровной верхней поверхности изделия на бетоноукладчике установлено заглаживающее устройство. Форма со свежеотформованным изделием мостовым краном подается в камеру тепловлажностной обработки. После пропаривания формы с изделиями извлекают из камеры, проверяют в лаборатории прочность бетона, испытывая контрольные бетонные кубики или другим способом. При прочности не ниже 70% от проектной обрезают напряженную арматуру распалубливают изделия и при помощи самоходной тележки 8 вывозят на склад готовой продукции или подают на стенд для контроля и ремонта.
Заводы со стендовым производством. На рис. 5 показан план формовочного цеха завода со стендовой схемой производства. В цехе размещены три формовочные полосы шириной 4,2 м и длиной 100 м каждая.
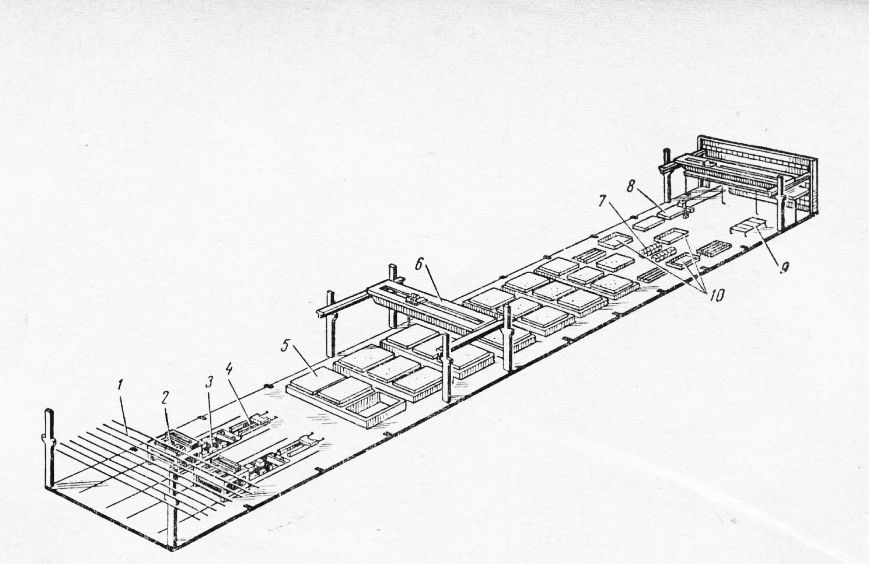
Рис. 3. Формовочный цех завода с агрегатно-поточной технологией:
1 — эстакада подачи бетонной смеси, 2 — бетоноукладчик, 3 — виброплощадка, 4 — формоукладчик, б — камера тепловлажностной обработки ямного типа, 6 — мостовой кран, 7 — установка для электронагрева арматуры, 8 — тележка для вывоза готовой продукции, 9 — стенд для контроля и ремонта изделий
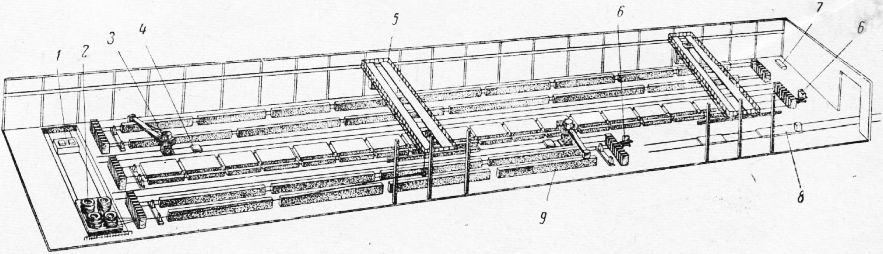
Рис. 4. Формовочный цех завода со стендовой схемой производства:
При выпуске изделий с проволочной арматурой после чистки и смазки форм укладывается проволочная арматура. Для этого передвижной бухтодержа-тель 2 устанавливают таким образом, чтобы сматываемая с него и протаскиваемая вдоль стенда проволока находилась между бортами форм. Одновременно протаскивается пакет из 12 проволок.
По мере протаскивания пакетов анкерные зажимы с защемленными концами проволок закрепляются на упорах стенда.
Для удобства установки арматуры и закладных деталей с помощью гидродомкратов производится предварительное натяжение арматуры, составляющее примерно 50% от проектного, а затем уже установка и закрепление ненапрягаемой арматуры и закладных деталей, сборка и крепление бортов форм. После этого арматуру окончательно натягивают и форму заполняют бетонной смесью с помощью бетонораздатчика. Уплотняют бетонную смесь вибраторы, установленные на бортах форм. В бортах форм есть паровые рубашки, в которые подается пар для ускорения твердения. Когда изделия приобретут необходимую прочность (обычно 70% от проектной), производят распалубку, отпускают натяжение арматуры, разрезают арматуру между изделиями, снимают изделия и устанавливают их на тележку с прицепом 8 для вывоза на склад готовой продукции.
Для питания виброинструмента предусмотрена специальная тележка, перемещающаяся по тем же путям, что и бетонораздатчик.
При изготовлении изделий со стержневой арматурой из отдельных стержней на сварочной машине свариваются стержневые плети, длина которых равна длине стенда. Остальные операции остаются такими же, как при использовании проволочной арматуры.
В последнее время все шире используется так называемая гибкая стендовая технология, при которой применяются короткие индивидуальные стенды или силовые формы. В этом случае технологический цикл изготовления изделия в данной форме не зависит от работы на других формах.
Заводы крупнопанельного домостроения. В последние годы в нашей стране широкое распространение получило строительство домов из крупных панелей. В настоящее время в Советском Союзе действует более 300 предприятий крупнопанельного домостроения мощностью свыше 10 млн. м2 жилой площади в год.
Элементы крупнопанельных домов изготовляют на заводах производительностью 35, 70 и 140 тыс. м2 жилой площади в год.
На рис. 16 представлена компоновка главного корпуса завода крупнопанельного домостроения производительностью 70 тыс. м2 жилой площади в год. Завод выпускает полный комплект всех элементов дома: панели перекрытий, внутренних стен, перегородок, наружных стен, балконные плиты, лестничные марши и площадки и другие детали, необходимые для сборки дома.
Панели внутренних стен, перекрытий и перегородок изготовляются на участке в кассетных установках, состоящих из кассетной формы и машины для сборки и распалубки кассет. Панели наружных стен изготовляются на поточной линии, оснащенной формами, приводом для их передвижения, виброплощадкой для уплотнения смеси, бетоноукладчиком и ямными камерами для тепловой обработки изделий. Отделка наружных стеновых панелей выполняется на конвейере. Доборные изделия (лестничные марши и площадки, вентиляционные блоки и др.) изготовляются на линии на формовочной установке, в состав которой входит виброплощадка, или в стационарных формах с навесными вибраторами для уплотнения смеси и паровыми рубашками для тепловой обработки.
Одна из разновидностей предприятий крупнопанельного домостроения— домостроительные комбинаты (ДСК), объединяющие завод или заводы железобетонных изделий, строительно-монтажные, транспортные, отделочные и другие специализированные службы в одно целое.
Конечной продукцией домостроительных комбинатов является готовый к заселению жилой дом.
Процесс возведения здания делится на две стадии. Первая включает строительство фундаментов, инженерных сооружений, подстанций, коммуникаций, дорог и т. п. Эти работы выполняются генеральным подрядчиком при застройке района без участия домостроительных комбинатов.
Во вторую стадию входят все работы по сборке и отделке зданий, которые, как правило, полностью выполняются силами домостроительных комбинатов.
Производственные цехи домостроительных комбинатов оснащены механизированными технологическими линиями. Изготовляемые детали жилых домов на специализированном транспорте доставляются на сборочную площадку, где монтируются, как правило, с колес, т. е. изделия при разгрузке устанавливаются сразу в конструкцию собираемого дома на место, предусмотренное проектом.
Каждый комбинат комплектно изготовляет конструкции и детали типовых жилых домов одной серии, отличающихся друг от друга по этажности, количеству секций и архитектурному оформлению.
Заводы по производству железобетонных труб. Различают заводы по производству напорных труб и заводы по производству безнапорных труб. Напорные и безнапорные трубы могут изготовляться и на одном заводе.
Напорные трубы изготовляются по одноступенчатой или трехступенчатой технологии. При одноступенчатой технологии изготовление трубы до выдачи ее на пост контроля и обработки раструбов происходит в одной форме. Трехступенчатая технология предусматривает изготовление железобетонного сердечника методом центрифугирования, навивку на него после твердения напряженной спиральной арматуры, торкретирование 1 и дополнительную тепловую или тепловлажностную обработку.
Трубы изготовляются по одноступенчатой схеме методом гидропрессования. При этом методе трубы формуются в вертикальном положении на посту 3 с загрузкой бетонной смеси сверху бетоноукладчиком со шнековым питателем. Бетонная смесь при формовании уплотняется с помощью навесных пневматических вибраторов. После формования форма переносится на пост гидропрессования и пропаривания 5. На этом посту под резиновый чехол, надеваемый на сердечник формы, подается вода под давлением 35 кГ/см2, происходит дополнительное уплотнение бетона, а затем на форму надевается брезентовый чехол и внутрь сердечника и под брезентовый чехол подается пар.
После окончания тепловой обработки изделия на посту производится распалубка, а на постах на специальных машинах производятся шлифовка раструбов и гидравлические испытания.
После небольшой выдержки трубы на тележке поступают на склад готовой продукции.
Заводы по производству железобетонных шпал. На рис. 5 показана схема типового формовочного цеха завода железобетонных шпал с агрегатно-поточным способом производства. Оборудование цеха размещено в унифицированном типовом пролете размером 144×18 м и предназначено для изготовления 175 тыс. штук предварительно напряженных шпал в год (17,7 тыс. м3).

Рис. 5. Схема формовочного цеха завода железобетонных шпал:
1 — участок подготовки арматуры, 2 — натяжное устройство, 3— консольно-поворотный кран, 4 — участок приготовления струнопакетов, 5 — пост установки закладных деталей, 6 — установка для укладки струнопакетов в форму, 7 —установка для смазки форм, 8 — стенд для ремонта форм, 9 — установка для чистки форм, 10— натяжное устройство, 11— кантователи, 12 — пластинчатый конвейер, 13 — пилы для разрезки струн между шпалами, 14 — штабелировщик, 15 — участок испытания шпал, 16 — самоходные тележки с прицепом, 17 — стеллажи, 18 — камеры тепловлажностной обработки, 19 — рольганг, 20 — виброплощадка с пригрузом, 21 — участок для укладки бетонной смеси в формы, 22 — бетонораздатчик
Форма с двумя уложенными в нее струнопакетами (пучками проволок) передается рольгангом на пост, где устанавливаются закладные детали. После этого форма перемещается по рольгангу к устройству для натяжения струнопакетов. Полностью подготовленная форма краном с автоматическим захватом передается на участок, где с помощью бетонораздатчика в форму укладывается бетонная смесь. При этом происходит вибрирование формы для лучшего ее заполнения. Окончательное уплотнение бетонной смеси с применением пригруза выполняется на виброплощадке. Затем форма поступает на рольганг, откуда краном подается в камеру тепловлажностной обработки. Из камеры форма с затвердевшими изделиями подается на кантователь, где с помощью натяжного устройства снимается натяжение струнопакетов; форма кантуется, и две плети, по пять шпал каждая, опускаются на пластинчатый конвейер. Разрезка струнопакетов между шпалами и обрезка их по концам плети выполняются шестью пилами, затем шпалы пластинчатым конвейером подаются к штабелировщику. Штабели из шпал с помощью автоматического захвата и крана передаются на стеллажи для выдержки, после которой также в виде штабеля они поступают на самоходную тележку и вывозятся на склад готовой продукции.
Формы после распалубки, пройдя пост чистки и смазки, снова поступают на установку для укладки струнопакетов. На этом процесс изготовления шпал заканчивается.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Основные типы предприятий по производству сборного железобетона"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы