Строй-Техника.ру
Строительные машины и оборудование, справочник
Деревянные опоры собирают из заранее заготовленных заводских антисептированных деталей, а в отдельных случаях— из столбов. Готовые деревянные детали для унифицированных деревянных опор представляют собой стандартные элементы— стойки, траверсы, раскосы с затесами, врубками и просверленными отверстиями. Однако вследствие различной кривизны и сбега бревен, а также отклонения размеров в пределах допусков заводские детали могут не вполне точно подходить друг к другу и поэтому требуют дополнительной подгонки при сборке на трассе.
Заготовка, обработка и сопряжение стоек и пасынков. Эти операции выполняют на горизонтальных помостах или подкладках из бревен при помощи электропил, электродрелей и другого режущего инструмента, а также различных такелажных средств и приспособлений, причем заготовка и обработка деталей необходимы только при изготовлении опор из столбов.
Заготовку стоек начинают с обработки верхушки на конус или клин. Верхнюю часть деревянного пасынка также делают наклонной.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Для плотного сопряжения пасынок и часть стойки на длину припасовки (не менее 1500 мм) затесывают топором. При использовании железобетонных пасынков обрабатывают только стойку опоры. При двойных пасынках стойку затесывают с обеих сторон в двух параллельных плоскостях. Стык стойки с пасынком должен быть плотным, без просветов. Если стойка или пасынок имеет кривизну, припасовку выполняют так, чтобы кривизна их была направлена вдоль оси BЛ.
Затем в соответствии с чертежами на стойках и пасынках размечают места расположения проволочных бандажей или припасовочных хомутов и вырубают небольшие выемки для прохода стяжных бандажных болтов (при креплении проволочными бандажами). Для плотного прилегания бандажей на стойках и пасынках затесывают все неровности.
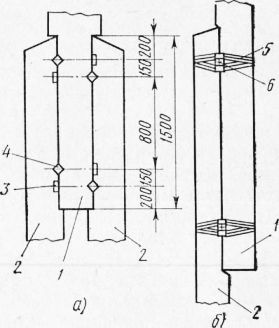
Рис. 1. Припасовка пасынков проволочными бандажами:
а — подготовка двойных деревянных пасынков и стойки, б — наложение проволочных бандажей со стяжными болтами; 1 — стойка, 2 — пасынок, 3 — врубка для прохода проволочного бандажа при двойном пасынке, 4 — врубка для прохода стяжных болтов, 5 — проволочный бандаж. 6 — бандажная шайба и стяжной бандажный болт
Проволочным бандажом или припасовочным хомутом можно стягивать не более двух деталей (стойку и пасынок). Стягивать общим бандажом двойные пасынки и стойку запрещается.
Крепление пасынков к стойкам (припасовку) выполняют на монтажных площадках в том случае, когда имеется возможность вывезти на трассу длинномерные элементы опор. На небольших линиях припасовку выполняют непосредственно на месте сборки опор.
Для припасовки деревянных пасынков стойку разворачивают на подкладках затесанной плоскостью вверх, накладывают пасынок и временно скрепляют его со стойкой струбциной или строительными скобами так, чтобы врубки в стойке и пасынке для прохода бандажных болтов совпадали. Под комель пасынка кладут прокладку. Перед припасовкой места стоек и пасынков, подвергавшиеся обработке, покрывают антисептиком, нагретым до температуры 80—90 °С.
При установке проволочных бандажей один конец заготовленной бандажной проволоки загибают и забивают молотком на 20—25 мм в стойку. Проволоку плотно наматывают рядами вокруг стойки и пасынка, подбивая и выравнивая молотком нитки бандажа, и обрубают. Свободный конец проволоки просовывают под уложенные нитки и загибают. Затем весь бандаж натягивают ломом, проверяют правильность его укладки и рихтуют натянутый бандаж молотком, а конец проволоки также забивают в пасынок.
После этого середину бандажа с обеих сторон стойки раздвигают ломом и через образовавшиеся отверстия между нитками бандажа и ранее вырубленное отверстие продевают стяжной болт с надетой на него бандажной шайбой. С противоположной стороны на болт надевают вторую бандажную шайбу, навертывают гайку и затягивают бандаж. Между бандажными шайбами и стойкой с пасынком оставляют зазор 15—20 мм для последующей подтяжки бандажа при эксплуатации.
Так же монтируют второй бандаж, а затем снимают струбцины.
Железобетонные пасынки сопрягают со стойками как-проволочными бандажами, так и припасовочными хомутами. Пасынки прикладывают к стойкам не сверху, а сбоку так, чтобы плоскость сопряжения их была вертикальной. Железобетонные пасынки со стойками стягивают проволочными бандажами, как деревянные. При сопряжении припасовочными хомутами заготовленную и обработанную стойку прикладывают к железобетонному пасынку, охватывая хомутами, накладывают шайбы и затягивают гайки.
При сопряжении стоек с двойными пасынками сначала закрепляют один пасынок, затем стойку с пасынком разворачивают, прикладывают к ней второй пасынок и припасовывают его.
Для BЛ до 20 кВ допускается припасовка стоек с пасынками проволочными бандажами без стяжных болтов. В этом случае нитки проволочного бандажа скручивают ломом с одной и другой стороны стойки.
При сопряжении стоек А- и АП-образных опор заготовленные стойки укладывают верхушками (без разделки) одна на другую, а их комли разводят на проектное расстояние, причем пасынки разворачивают на внешнюю сторону угла, образованного стойками.
Вершины стоек затесывают по линии их пересечения, прикладывают одну к другой затесанными плоскостями, временно скрепляют строительными скобами и размечают места установки болтов. Затем стойки разъединяют, делают скосы (затесы) на верхушках и просверливают отверстия для болтов. Глубина врубки не должна отличаться от проектной более чем на 5 мм. Зарубы, затесы и отколы древесины допускаются на глубину не более 10% диаметра бревна в месте обработки.
Обработанные стойки маркируют попарно, чтобы на пикет попадали подогнанные стойки. Остальные операции по сборке А- и АП-образных опор выполняют на трассе строящейся ВЛ.
Заготовка и обработка траверс, подтраверсников, поперечин, раскосов и ригелей. При отсутствии заводских деталей траверсы, подтраверсники, поперечины, раскосы и ригели нарезают из бревен. Заготовки размечают по шаблону, затем просверливают в них отверстия и делают необходимые врубки и затесы. Отверстия под штыри и узлы крепления гирлянд сверлят точно по диаметру, остальные— диаметром на 2—2,5 мм больше соответствующего диаметра болта. Места врубок, затесов и опилов антисептируют, лишние отверстия забивают пробками.
Подготовленные траверсы оснащают штырями и подкосами (для опор со штыревыми изоляторами) или узлами крепления гирлянд (для опор с подвесными изоляторами) .
Под головки и гайки болтов подкладывают шайбы размером не менее 60×60×5 мм. Под головки штырей шайбы не устанавливают. Древесину под шайбами тщательно подтесывают (врубки под шайбу не допускаются).
Сборка опор ВЛ до 35 кВ с креплением изоляторов на штырях или крюках. Сборка этих опор проста, не требует применения кранов и заключается в последовательном выполнении следующих операций: выкладки элементов опоры, припасовки пасынка к стойке, ввертывания крюков и закрепления изоляторов. При наличии прицепов для вывоза на трассу длинномерных грузов сборку опор такого типа организуют на монтажных площадках.
При сборке промежуточных одностоечных опор с креплением изоляторов на штырях сначала соединяют пасынки со стойкой, затем устанавливают оголовник и траверсу. Траверсы, как правило, поступают на трассу полностью подготовленными: с врубками, затесами, отверстиями, установленными штырями, в комплекте с раскосами и крепежными изделиями.
При сборке А-образных опор верхушки заготовленных стоек собирают при помощи металлических оголовников и стяжных болтов. Стойки соединяют поперечиной, а на пасынках устанавливают ригели. Траверсы анкерных опор закрепляют на подтраверсниках, предварительно приподняв домкратом верхушку опоры. В некоторых случаях анкерные опоры собирают только с подтраверсниками, а траверсу крепят при установке опоры.
Подкосы опор ВЛ напряжением до 1 кВ и трехногих опор ВЛ 6—35 кВ собирают отдельно и соединяют со стойкой или А-образной фермой при установке опоры.
Изоляторы навертывают на крюки или штыри при сборке опор.
Сборка П-образных опор. При сборке наиболее распространенных П-образных опор ВЛ 35—110 кВ с пасынками сначала замеряют детали и проверяют их соответствие рабочим чертежам, краном или вручную выкладывают пасынки и стойки вдоль оси линии, параллельно друг другу, а затем соединяют стойки с пасынками. При сборке опор из пропитанных столбов, а не из готовых деталей стойки и пасынки предварительно обрабатывают.
Соединенные с пасынками стойки выкладывают по обе стороны от оси ВЛ на одинаковом от нее расстоянии. Пасынки должны быть развернуты на внешнюю сторону опоры.
Затем к стойкам присоединяют седла для крепления траверс. Отверстия в седлах и стойках должны совпадать, а расстояния от середины седла до верхушки и комля стойки у обеих стоек должны быть одинаковыми. Шипы седла забивают в стойку кувалдой так, чтобы опор-пая пластина седла плотно прилегла к стойке.
На траверсе размечают положение осей стоек и вкладывают траверсу в седла так, чтобы метки пришлись посередине седел. Затем в траверсе просверливают отверстия, крепят ее к стойкам сквозными болтами и устанавливают детали крепления подвесных гирлянд.
Отверстия в стойках для крепления раскосов заранее просверливают на заводах или монтажных площадках. Раскосы обрабатывают только со стороны комля. Подгонку и обработку раскосов со стороны отруба выполняют при сборке опоры. В стопки и раскосы в местах соединения забивают контактные полосы, затем раскосы накладывают на стойки: один раскос — поверх обеих стоек, а второй — таким образом, чтобы его комель лежал под одной из стоек, а отруб находился над второй стойкой. После этого, если необходимо, просверливают отверстия и вставляют сквозные болты. В месте пересечения раскосов также сверлят отверстия и устанавливают болт, стягивающий оба раскоса. Наконец, к пасынкам крепят ригели, а на верхушках стоек укрепляют защитные крышки.
Сборка П-образных опор с цельными стойками или с грозозащитными тросами или с пасынками-сваями, а также опор ВЛ 220 кВ имеет ряд особенностей, связанных с их конструкцией.
П-образные опоры с цельными стойками собирают значительно быстрее, чем такие же опоры с пасынками, так как не надо выполнять припасовку пасынков к стойкам.
На опорах с грозозащитным тросом траверсу устанавливают на расстоянии 2,35 м от верхушки стойки (вместо 0,35 м у опор без грозозащитного троса). Для крепления троса на верхушке стойки монтируют специальные покойки, а по стойкам опоры прокладывают заземляющие спуски.
При сборке П-образной опоры на деревянных сваях-пасынках сначала забивают сваи в грунт. Плоскость сопряжения свай со стойками должна быть ориентирована вдоль оси ВЛ и обращена к центру опоры, как у пасынка. Стойки выкладывают вдоль линии с внутренней стороны свай-пасынков. Затем на стойках закрепляют траверсы, при этом расстояние между центрами седел и центрами отрубов свай-пасынков должно совпадать, так как при несоответствии этих размеров траверсы будут стоять наклонно. В каждой стойке и свае-пасынке просверливают отверстия диаметром 22 мм для установки шарнирных болтов, вокруг которых вращают стойки опоры при установке. Нижнюю часть стоек опоры поднимают вдоль свай-пасынков домкратами или краном так, чтобы эти отверстия совпали, затем пропускают через стойки и сваи шарнирные болты и навертывают гайки. После установки опоры стойку с пасынками соединяют постоянными бандажами.
Сборка П-образных опор ВЛ 220 кВ отличается использованием двойных пасынков и двойной траверсы. Диаметры пасынков у одной стойки не должны отличаться больше чем на 2—3 см. В ином случае более тонкий пасынок при эксплуатации будет перегружен и может сломаться. При сборке сначала соединяют стойки с нижней половиной траверсы, а затем на сквозные болты устанавливают верхние седла и верхнюю половину траверсы.
Сопряжения всех частей собранной опоры должны быть плотно пригнаны, а болты — надежно затянуты. Резьба болтов не должна выступать за гайку на длину более 10 мм, под гайкой должен быть достаточный запас резьбы для последующей подтяжки стыка при усыхании древесины. Выступающая часть болтов, находящихся на высоте до 3 м от земли, должна быть расчеканена.
Места пропитанных деталей опоры, которые подвергались обработке при сборке или были повреждены при перевозке, необходимо промазать горячим антисептиком, а места поврежденной окраски металлических деталей — покрыть битумным лаком.
После окончания работ заполняют журнал сборки опор, в котором отмечают марку и тип собранной опоры, отклонения ее габаритных размеров от проекта, диаметры основных элементов опоры и примененных болтов. Журнал подписывается мастером по сборке опор и проверяется производителем работ и инспектором технадзора заказчика. После устранения недоделок в журнале делают отметку о приемке опоры и разрешении на ее монтаж.
Вначале стойки соединяют с пасынками. Это соединение в отличие от аналогичного соединения в промежуточных опорах выполняют встык с помощью деревянных накладок и болтов. Стык должен быть плотным, без просветов, а стойка с пасынком должна образовывать прямую линию.
Заготовленные стойки собирают в А-образные фермы так же, как А-образные опоры со штыревыми изоляторами. Нижние ригели устанавливают при сборке, а верхние крепят после установки опоры и частичной засыпки котлована. Пасынки каждой фермы соединяют временной монтажной распоркой для увеличения жесткости и прочности опоры при монтаже.
Затем приступают к установке А-образных ферм на ребро. Фермы располагают таким образом, чтобы стойки, вокруг которых их будут кантовать, располагались по оси котлованов или параллельно биссектрисе угла поворота трассы. Кантуют фермы краном или трактором с помощью вспомогательной стрелы высотой 3,5—4 м, закрепляют по обе стороны расчалками и приступают к монтажу траверс.
Предварительно размеченную траверсу заводят внутрь угла, образованного стойками А-образных ферм, и укладывают на нижние стойки. К стойкам и траверсе примеряют и подгоняют подтраверсные брусья. Сначала устанавливают нижние брусья подтраверсников и крепят их к стойкам болтами. Затем к ним крепят траверсу, к которой, в свою очередь, крепят верхние брусья. Наконец верхние брусья крепят к стойкам.
На стойках и подтраверсных брусьях устанавливают металлические детали крепления раскоса верхнего яруса, а на траверсе — узлы крепления натяжных гирлянд изоляторов. Затем краном устанавливают раскосы и поперечины нижнего и верхнего ярусов плоскости П, для чего их предварительно оснащают деталями сопряжения со стойкой. Для работы на высоте при установке раскосов и поперечин используют переносные лестницы.
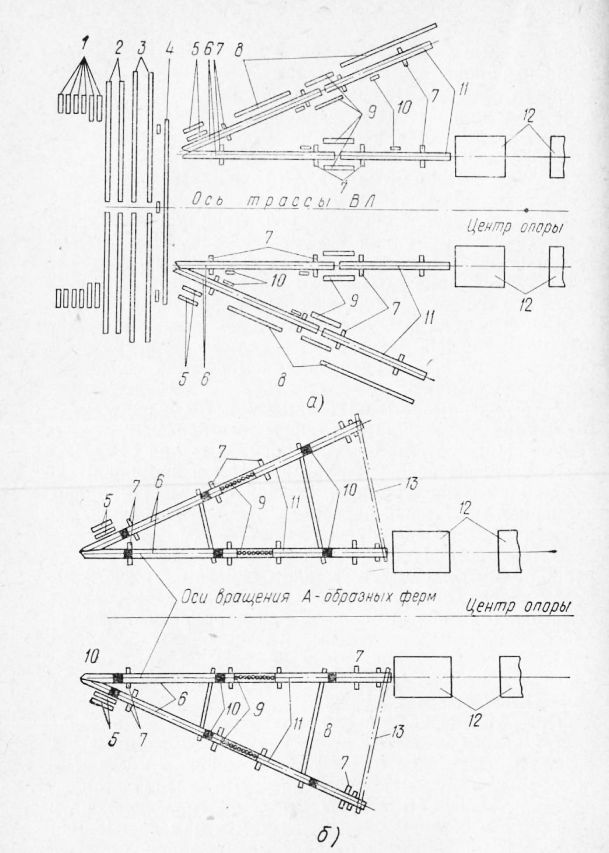
Рис. 2. Сборка АП-образных опор:
а — выкладка детален опоры перед сборкой, б — сборка А-образных ферм; 1 — ригели, 2— поперечины плоскости, 4 — траверса, 5 — подтраверсники, 6 — стойки, 7 — подкладки для выкладки опоры, 8 — поперечины плоскости А, 9 — накладки для соединения стойки с пасынком, 10 — детали крепления раскосов, 11 — пасынок, 12 — котлован, 13 — монтажная распорка
В правильно собранной опоре А-образные фермы образуют с траверсой прямые углы, а комли стоек находятся в вершинах прямоугольника. Отклонения в габаритных размерах не должны превышать 1 см на 1 м длины. На тросовых АП-образных опорах в конце сборки монтируют дополнительную тросовую траверсу, а также металлические тяги, усиливающие жесткость верхнего яруса, и прокладывают заземляющие спуски.
У АП-образных опор ВЛ 220 кВ траверса двойная. Порядок сборки таких опор аналогичен описанному, только два бревна, составляющих траверсу, крепят не внутри угла, образованного стойками А-образных ферм, а снаружи, причем комли бревен должны быть направлены в разные стороны.
В последнее время широкое распространение получил метод сборки АП-образных опор по плоскостям П-образ-ных ферм, при котором сначала собирают все элементы нижней П-образной фермы, причем затес верхушек стоек должен быть обращен вверх. Затем на стойки нижней фермы накладывают верхние стойки, предварительно соединенные с пасынками (затес верхушек должен быть обращен вниз). Верхние стойки временно соединяют в верхушке с нижними накладками и крайними от вершины болтами и собирают поперечины и раскосы верхней П-образной фермы. После этого к верхним стойкам присоединяют поперечины А-образных плоскостей, при атом свободные концы поперечины укладывают вдоль стоек. Поперечины не затягивают болтами, чтобы при подъеме верхней фермы они могли спуститься под действием собственной массы. Затем краном поднимают верхнюю П-образную ферму, вращая ее вокруг скрепленных верхушек, пока расстояние между комлями приставок не достигнет проектного.
Наконец производят окончательную сборку верхушек, крепление поперечин плоскости А, установку подтраверсников и траверс.
Этот метод сборки АП-образных опор более экономичен по трудовым затратам, имеет меньший объем работ на высоте, однако требует применения крана.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Сборка деревянных опор"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы