Строй-Техника.ру
Строительные машины и оборудование, справочник
Комплектование деталей заключается в подборе и пригонке полного комплекта деталей, входящих в состав узла. Так как у одноименных деталей нельзя получить абсолютно одинаковые размеры, то подбирают детали по размерам. Для этого охватываемые и охватывающие детали, изготовленные с заданными допусками, сортируют по нескольким группам; детали с максимально допустимыми диаметрами отверстий собирают с группой валов, диаметры которых выполнены с наибольшими размерами. Аналогично — летали с диаметрами отверстий, близкими к нижнему пределу, собирают с валами минимальных размеров.
Процесс сборки заключается в том, что отремонтированные узлы и детали соединяют в определенной последовательности. Значительно упрощают и облегчают этот процесс технологические карты по сборке.
Ниже приведены указания по сборке различных типовых деталей.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Сборкой резьбовых соединений достигается неподвижность соединяемых деталей и правильная их установка, а также прочность и герметичность. Благодаря этим соединениям можно регулировать взаимное положение деталей.
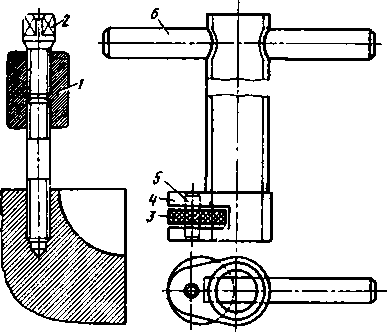
Шпильки устанавливают с помощью двух гаек, навернутых на шпильку одна за другой с помощью специальных инструментов «солдатиков» или эксцентрикового ключа. В первом случае гайку, навернутую на шпильку, стопорят винтом 2. Эксцентриковый ключ состоит из корпуса с отверстием для прохода шпильки, ролика, эксцентрично закрепленного на оси, и воротка. При вращении корпуса ролик зажимает шпильку и она вращается вместе с корпусом ключа.
Шпильку устанавливают в теле детали с некоторым натягом» чтобы при свинчивании даже туго посаженной гайки шпилька не вывертывалась из тела детали.
При навинчивании гаек на болты следует применять ключи соответствующего размера. Если гаек несколько, то рекомендуется затягивать их в определенном порядке, что исключает пропуск какой-либо гайки и предупреждает деформацию соединяемых деталей.
Необходимо внимательно следить за тем, чтобы не перетянуть гайку, так как это может привести к срыву резьбы или к разрыву болта.
Сборка шпоночных и шлицевых соединений в конструкциях машин и механизмов распространена наиболее часто. В основном применяют призматические и сегментные шпонки, устанавливаемые, как правило, с пригонкой. В неподвижных соединениях шпонки устанавливают в паз вала плотно, иногда даже с натягом; в паз ступицы — с некоторым зазором между верхней плоскостью шпонки и впадиной паза ступицы. Это сохраняет центрирование деталей на валу.
Подвижную посадку шпонки в пазу ступицы применяют в том случае, когда последняя, передавая крутящий момент, должна свободно перемещаться вдоль оси вала. Для хорошего соединения клиновыми шпонками их тщательно подгоняют так, чтобы уклоны дна паза детали и шпонки были одинаковыми. Несоблюдение этого условия неизбежно приводит к перекосу детали, устанавливаемой на валу.
Сборку подшипников качения и скольжения, т. е. запрессовку подшипников качения и скольжения в отверстия деталей или установку их на валах, осуществляют на прессах различной конструкции. Так, например, мелкие детали удобно запрессовывать на трех-тониом реечном прессе. Широко применяют десятитонный гидравлический пресс, которым оборудуют передвижные станции технического обслуживания. При сборке и ремонте узлов в ремонтных мастерских и на заводах применяют двадцатитонный пресс.
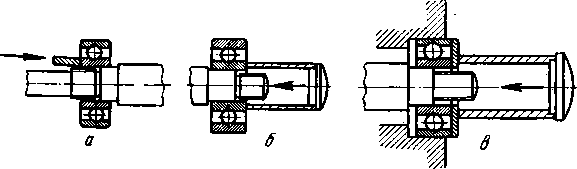
В некоторых случаях, когда детали необходимо запрессовывать в большие и тяжелые корпуса, например в нижнюю раму или поворотную платформу, и пользоваться прессами нельзя, применяют специальные приспособления. Если нет специальных приспособлений для запрессовки подшипников качения, то можно использовать выколотки, изготовляемые из меди или другого мягкого металла. Подшипник сажают на вал, равномерно ударяя молотком по выколотке, прижатой к внутреннему кольцу. Удары, передаваемые через выколотку, наносят поочередно по всему торцу кольца. Во избежание перекосов каждый последующий удар наносят в диаметрально противоположной части торца внутреннего кольца. Этот способ можно применять при монтаже подшипников малых и средних размеров и посадках с небольшими натягами (не выше плотной).
Выколотка может быть заменена отрезком трубы. При необходимости запрессовки подшипника одновременно в корпус и на вал между подшипником и трубой следует устанавливать подкладку, опирающуюся одновременно на оба кольца подшипника. Сборку узлов подшипников облегчают, предварительно подогревая подшипники.
Установка валов — очень важная технологическая операция, от которой во многом зависит надежная работа машины. Перед установкой вала подгоняют подшипники.
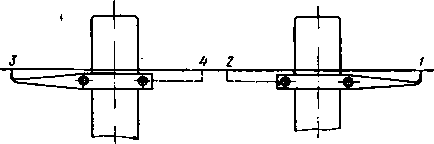
Оси валов должны лежать в одной плоскости, быть параллельными между собой. Между валами, несущими зубчатые колеса, нужно строго выдерживать межосевое расстояние. Параллельность валов можно проверять с помощью нити и двух хомутов со стрелками, закрепленных на валах.
Нить натягивают таким образом, чтобы одна из стрелок хомута коснулась ее в положении, а затем после поворота вала на 180° — в положении 2. Затем стрелку второго вала передвижением хомута подводят к нити до соприкосновения в точке. Если при повороте второго вала на 180° стрелка коснется нити в точке, то это укажет на параллельность валов. Допустимые отклонения от параллельности валов устанавливают техническими условиями на ремонт машин.
Сборка зубчатых передач требует выполнения следующих правил. Зубчатые колеса сажают на вал с некоторым натягом, благодаря которому колеса правильно центрируют на валу. Излишние натяги или зазоры при установке зубчатых колес нарушают зубчатое зацепление или вызывают качание колес на шейке вала.
Зубчатые колеса небольшого диаметра напрессовывают вручную с помощью оправки и молотка, зубчатые колеса большого размера напрессовывают только под прессом с применением направляющих втулок.
Шпонки, соединяющие шестерни с валом, следует тщательно подгонять к пазам, так как от этого зависит точность взаимного положения соединяемых деталей. Величину бокового зазора в зацеплении определяют непосредственным замером с помощью щупа.
В зубчатых передачах необходимо контролировать также пятно контакта зубьев по длине. Оно может быть проверено у новых деталей пробой с помощью краски.
Сборка цепных передач включает установку и закрепление звездочек на валах, а также монтаж и регулирование натяжения цепи.
Для нормальной работы цепной передачи необходимо, чтобы оси звездочек были параллельны одна другой, а сами звездочки располагались в одной плоскости. Несоблюдение этих условий приводит к преждевременному износу цепей и их соскакиванию в процессе работы.
Правильность установки звездочек на валу, величины их торцового и радиального биения проверяют с соблюдением тех же правил и приемов, которые применяют при монтаже зубчатых передач. Радиальное и торцовое биение звездочек не должно превышать 0,05 мм на 100 мм диаметра звездочек. Установку звездочек в одной плоскости проверяют с помощью шнура, а при небольших расстояниях между их центрами — линейкой.
Для нормальной работы цепи большое значение имеет правильное ее натяжение, так как провисание цепи смягчает удар между элементами передачи в процессе работы. Ориентировочно можно считать, что при нормальном провисании цепей стрела провисания не должна быть больше 2% величины межцентрового расстояния. Необходимое натяжение цепи достигается регулированием межцентрового расстояния, установкой специальных натяжных звездочек или изменением количества звеньев, составляющих цепь.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Сборка деталей экскаватора"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы