Строй-Техника.ру
Строительные машины и оборудование, справочник
Кроме оборудования, приспособлений и инструмента, применяемого при разборке насосов, на рабочем месте по сборке необходимы: приспособления (с оправками) к прессу или набор необходимых подставок и наставок для запрессовки втулок, осей, валиков и напрессовки шестерен привода, динамометрический ключ (ПИМ-1754) или динамометрическая рукоятка (131М); электрошкаф с терморегулированием для нагрева деталей (Ш-005), передвижная моечная ванна (ОМ-1316), обдувной кран (ОПТ-3353), масленка, хлопчатобумажные салфетки.
Запрессовка втулок. Новые втулки запрессовывают так, чтобы отверстия для подвода масла совпадали с соответствующими отверстиями в корпусных деталях или в ведомых шестернях. Во втулках отверстия досверливают по отверстию в ведомой шестерне или просверливают его в свертной втулке (масляный насос дизелей типа СМД-14).
У масляных насосов дизелей Д-21, Д-37Е, Д-144, Д-65, Д-50, Д-240 втулки запрессовывают в корпус и крышку заподлицо с внутренней торцовой поверхностью, а у насосов дизелей типа ЯМЗ, СМД-60 и СМД-72 — в корпуса секций (кроме втулки корпуса нагнетающей секции под шейку ведущего валика) с внутренней стороны. При этом достигается с помощью ступенчатых наставок утопание относительно торцовых поверхностей гнезд под нагнетающие шестерни в пределах 0,5…1,0 мм у насосов дизелей типа ЯМЗ и СМД-60 и 1…1.4 мм — СМД-72. Втулки корпусов нагнетающей секции под ведущий валик устанавливают с натягом с наружной стороны.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
В масляных насосах дизелей А-41 и А-01М все втулки запрессовывают с внутренней стороны с утопанием 0,1…0,5 мм, а в насосах дизелей типа СМД-14—2 мм, в крышки насосов дизелей типа СМД-14 и Д-160 — заподлицо с внутренними торцовыми поверхностями.
В ведомые шестерни насосов дизелей Д-21, Д-37Е, Д-144, Д-50 и Д-240 втулку запрессовывают заподлицо с одной из торцовых поверхностей, а у насосов дизелей типа СМД-14 и Д-65 — с помощью ступенчатых наставок с утопанием соответственно 1 мм и 1,5…2,0 мм.
У насосов дизелей А-41 и А-01М в ведомую шестерню сначала запрессовывают выточкой вовнутрь одну втулку с утопанием 2,5…3,5 мм, а затем еще с другой стороны одну втулку до упора в первую.
В ведомую шестерню насоса дизеля ЯМЗ-240Б обе втулки устанавливают с натягом со стороны каждого торца шестерни с утопанием 0,5… 1,0 мм. Зазор между втулками обеспечивает подвод масла к подшипникам через отверстие, предусмотренное в шестерне.
Запрессовка осей ведомых шестерен. Оси ведомых шестерен запрессовывают в корпуса насосов с помощью наставок монтажным размером, обеспечивающим требуемое утопание осей относительно плоскости разъема корпуса. Оно равно для насосов дизелей: Д-21, Д-37Е и Д-144 0.3…0.5 мм; Д-50 и Д-240 — 0,7… 1,3; Д-65 —0,26… 1,74; типа СМД-14 — 0.5…1,5 мм.
Неперпендикулярность запрессованной оси ведомой шестерни к торцовой поверхности гнезда корпуса не более 0,06 мм на длине 100 мм. Выступание оси относительно плоскости разъема 31 ±0,2 мм.
Для насоса дизеля ЯМЗ-240Б выстуиание оси относительно плоскости разъема 31 ±0,2 мм, а неперпендикулярность—не более 0,045 мм.
Ось ведомых шестерен насоса дизелей А-41 и А-01М должна выступать над торцовой поверхностью гнезда под ведомую шестерню на 78±0,4 мм. Ее неперпендику-лярность относительно плоскости разъема корпуса не более 0,09 мм на длине 100 мм. Выступание оси относительно наружной торцовой поверхности корпуса не допускается.
Запрессовка валиков в нагнетающие шестерни насосов. Совмещают шпонку, предварительно установленную в шпоночную канавку валика, со шпоночным пазом в шестерне.
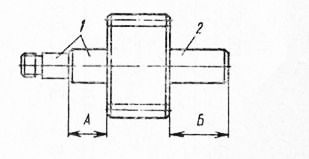
Размеры А (рис. 30) у ведущих валиков насосов дизелей типа СМД-14 и СМД-72 соответственно равны 20+o’i4 и 75+0 2 мм, а у ведомых валиков насосов дизелей СМД-72 и ЯМЭ-238НБ — 20±0,2 и 21 ±0,2 мм.
Монтажные размеры Б у ведущих валиков насосов дизелей А-41, А-01М, ЯМЭ-238НБ, ЯМЗ-240Б и Д-160 соответственно равны 31 ±0,35, 35±0,2, 40±0,2 и 56±0,6 мм, а у ведущего валика насосов дизелей Д-21, Д-37Е и Д-144—10,9 мм (при номинальной или уменьшенной не более чем на 0,5 мм толщине крышки).
Для получения монтажных размеров используют ступенчатые подставки для ведущих валиков (насосы дизелей типа СМД-14 и СМД-72) или технологические втулки, ступенчатые наставки. Нагнетающие шестерни насосов дизелей типа СМД-14 и СМД-72 перед запрессовкой в них валиков нагревают до 150…200 °С, а шестерню насоса дизеля Д-65 —до 100 °С.
Общая сборка насосов. Масляные насосы собирают из деталей и сборочных единиц, промытых в моечной машине или ванне. При необходимости дополнительно очищают каналы в корпусных деталях и в осях промежуточной и ведомой шестерен в моечной ванне и продувают сжатым воздухом. В процессе сборки детали смазывают чистым моторным маслом.
После размещения в корпусе нагнетающих шестерен проверяют их утопание (табл. 14) относительно плоскости разъема корпуса и диаметральный зазор (табл. 15) между вершинами зубьев шестерен и гнездами. Далее на корпус односекционного насоса устанавливают и крепят к нему крышку, а на корпус двухсекционного—проставку и корпус радиаторной секции, предварительно разместив в последней шестерни. При этом в отверстие ведущего валика насосов дизелей типа СМД-60, А-41, А-01М и ЯМЗ-238НБ предварительно вставляют стопорный шарик, а у насоса дизеля ЯМЗ-240Б — сегментную шпонку.
При установке корпуса радиаторной секции насосов дизелей А-41 и А-01М (в сборе с осью ведомых шестерен) сначала вводят ось в отверстие шестерен, а затем — в отверстие корпусов нагнетающей секции, одновременно совмещая шейку ведущего валика с отверстием втулки радиаторной секции.
Особенность сборки насосов дизелей Д-50 и Д-240 состоит в том, что после установки ведомой шестерни с корпусом насоса соединяют собранную сборочную единицу (валик, крышка, шестерня привода и ведущая шестерня насоса) и прикручивают корпус к крышке болтами.
В случае малого износа шестерни располагают на осях и валиках так, чтобы их зубья в процессе работы насоса касались приработавшимися поверхностями, или устанавливают по меткам.
При сборке поверхности разъема корпусов и сопрягаемые с ними поверхности крышек или проставок тщательно протирают хлопчатобумажными салфетками. После затяжки болтов (гаек) крепления крышки насоса или корпуса радиаторной секции проверяют (вручную) вращение шестерен, которые должны вращаться легко и плавно без заеданий и прихватываний.
У масляного насоса дизеля Д-65 между корпусом и крышкой отсутствуют установочные штифты, поэтому вращение контролируют перед окончательной затяжкой болтов крепления крышки к корпусу. Центрируют крышку относительно корпуса с помощью молотка с медными бойками.
Для напрессовки шестерен на ведущие валики используют пресс с приспособлениями, подставками и наставками. Валики насосов должны упираться задними копиями в подставку. В шпоночные канавки устанавливают шпонки, которые в дальнейшем совмещают со шпоночными пазами шестерен.
Шестерни привода насосов дизелей типа СМД-14, СМД-60 и СМД-72 надевают на валики до упора в торец шейки, а насосов дизелей А-41 и А-01М —до упора в стопорное кольцо, находящееся на валике. Затем их крепят гайками, подложив стопорные шайбы.
Гайки затягивают моментом: 120…140 Н-м— на насосах дизелей СМД-60, СМД-62, СМД-64 и СМД-72, 80…90 Н-м —СМД-14, 30…50 Н-м —А-41 и А-01М. Зазор между корпусом насоса и ступицей шестерни у насосов дизелей типа СМД-60 и СМД-72 должен находиться соответственно в пределах 0,4…0,17 и 0,15…1,0 мм.
При напрессовке шестерни привода насосов дизелей ЯМЭ-238НБ и ЯМЗ-240Б между корпусом насоса и торцом ступицы шестерни размещают стальные пластины, обеспечивающие зазоры 0,8…1,2 (ЯМЗ-240Б) и 1,5…2 мм (ЯМЭ-238НБ).
Перед установкой клапаны смазывают моторным маслом и проверяют их легкость перемещения на всей длине гнезда. Под действием собственной массы они должны опускаться на рабочую фаску. После испытания и регулировки клапанов пробки (винты) фиксируют с помощью стопорных колец, шплинтов и гаек. Если регулировочные пробки (винты) отсутствуют, то разводят концы шплинтов, удерживающих сжатую пружину.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Сборка масляных насосов"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы