Строй-Техника.ру
Строительные машины и оборудование, справочник
Одновременно с раскаткой начинают работы по соединению проводов и тросов и ремонту обнаруженных на них повреждений. Соединение и ремонт проводов являются наиболее ответственными операциями в комплексе монтажных работ, так как от качества их выполнения зависят эксплуатационные показатели сооружаемой линии.
Перед началом работ по соединению проводов и тросов должны быть проверены соединительная арматура и материалы. Материал и размеры овальных соединителей должны соответствовать чертежам, а соединители и термитные патроны иметь маркировку, соответствующую марке и сечению проводов.
Для надежного электрического и механического соединения проводов необходимо тщательно очистить алюминиевые проволоки проводов и внутреннюю поверхность алюминиевой части соединителя от пленки окиси алюминия, которая имеет большое электрическое сопротивление. Учитывая способность алюминия быстро окисляться, подготовку проводов и соединителя и соединение проводов необходимо выполнять достаточно быстро.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Подготовку к соединению алюминиевых проводов выполняют в такой последовательности:
— овальный соединитель очищают от грязи, промывают бензином и тщательно вытирают сухой тряпкой; внутреннюю поверхность соединителя очищают стальным ершом до блеска и покрывают слоем технического вазелина;
— концы проводов очищают от грязи и заводской смазки тряпкой, смоченной бензином, смазывают техническим вазелином, накладывают на них бандажи из мягкой проволоки и обрезают (торцуют) ножовкой или тросорубом МИ-148А под прямым углом к оси провода (применять зубила для этих целей не разрешается);
— накладывают на концы проводов вторые бандажи на расстоянии от обреза несколько большем, чем длина соединителя (или равном двум длинам соединителя — при термитной сварке). Затем снимают первые бандажи, расплетают повивы проводов и зачищают стальной щеткой до блеска все проволоки под слоем технического вазелина;
— вытирают проволоки сухой чистой тряпкой, удаляя металлические опилки и излишки вазелина;
— скручивают вновь проволоки проводов в повивы и устанавливают бандажи.
Стальные и медные провода, а также внутреннюю поверхность медного или стального соединителя перед соединением протирают тряпкой, смоченной бензином, а затем смазывают вазелином. Если на проводе или соединителе есть следы коррозии, их удаляют стальной щеткой и зачищенное место смазывают вазелином.
Соединение проводов скручиванием овального соединителя. Алюминиевые и сталеалюминиевые провода сечением 10—185 мм2 соединяют скручиванием овального соединителя. Для этого концы проводов и соединитель подготовляют, как было указано, вводят концы проводов в корпус соединителя навстречу друг другу и выпускают на длину, примерно равную 3Д длины соединителя (в случае дальнейшей термитной сварки кондов проводов). Соединитель закладывают в приспособление МИ-189А или МИ-230А для скручивания и закрепляют одним концом в неподвижном зажиме, а другим — в поворотной головке приспособления. При помощи рычага головку с зажатым в ней концом соединителя поворачивают на 4—4,5 оборота в любую сторону, после чего соединитель освобождают от зажимов и вынимают.
Соединение проводов обжатием овального соединителя. Обжимают овальные соединители специальными приспособлениями (клещами МИ-19А, гидропрессом РГП-7М) со сменными вкладышами для проводов каждой марки. Сменные вкладыши обеспечивают требуемую
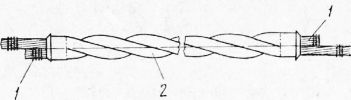
Рис. 1. Соединение проводов скручиванием овального соединителя:
1 — концы проводов, 2 — соединитель
глубину углублений на корпусе овальных соединителей при обжатии. Маркировка вкладышей должна соответствовать марке соединяемых проводов, а выбранная пара вкладышей иметь одинаковые порядковые номера, означающие, что они пригнаны.
Подготовленные концы проводов вводят в соединитель так же, как при соединении скручиванием. Между сталеалюминиевыми проводами помещают алюминиевую распорку, входящую в комплект соединителей СОАС. Устанавливают соединитель так, чтобы нанесенные на него крайние риски были расположены на стороне отрезанных концов соединяемых проводов. Обжатие соединителя при соединении медных, алюминиевых и стальных проводов производят по рискам после-вательно от одного конца соединителя к другому в шахматном порядке, а при соединении сталеалюминиевых проводов — от середины соединителя также по рискам в шахматном порядке.
Обжатие овальных соединителей клещами МИ-19А выполняют в следующем порядке. После установки вкладышей на место регулируют упорный винт 8 клещей так, чтобы при полном схождении рычагов между вкладышами оставался зазор не более 0,5 мм. Соединитель с проводами вкладывают по риске в нижний вкладыш клещей перпендикулярно рычагам. После этого устанавливают верхний вкладыш, зажимают соединитель с вкладышами подвижным верхним рычагом, заводят конец рычага под скобу и вращают нажимной винт рукояткой до соприкосновения верхнего рычага клещей с упорным винтом. Клещи оставляют в затянутом состоянии в течение 1 мин, после чего винт отпускают, соединитель переставляют на другую риску и выполняют следующее обжатие.
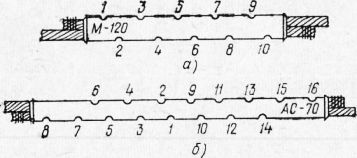
Рис. 2. Соединение проводов обжатием овального соединителя:
а — медных, алюминиевых и стальных, б — стале-алюминиевых
Ручным гидропрессом РГП-7М обжатие овальных соединителей выполняют аналогично.
После обжатия соединители окрашивают антикоррозионной краской или обмазывают смазкой ЗЭС.
Размеры овальных соединителей после обжатия должны соответствовать нормам, а углубления иметь нормальную величину и быть одинаковыми. При появлении трещин на соединителе соединение бракуют, соединитель вырезают и выполняют соединение заново.
Соединение проводов опрессовкой овального еоеди-нителя. Этим способом соединяют сталеалюминиевые провода сечением 240 мм2 и более с помощью опрессовочного гидравлического агрегата МИ-1А с ручным приводом или гидропресса ПО-ЮОМ (ПОА-200 для проводов больших сечений) с механическим приводом. Сна» чала опрессовывают стальную часть соединителя со стальными сердечниками проводов, а затем — алюминиевый корпус соединителя с алюминиевой частью проводов. Гидравлический пресс до начала работы должен быть обязательно проверен и испытан под давлением.
При опрессовке на концы соединяемых проводов накладывают проволочные бандажи и торцуют их. На расстоянии, равном половине длины стального сердечника провода плюс 20 мм, накладывают на провода вторые бандажи Б2, после чего алюминиевые повивы проводов расплетают и отрезают у бандажа а на стальные сердечники проводов накладывают бандажи Б3. Затем провода, сердечник и корпус соединителя подготовляют к соединению, как было указано ранее.
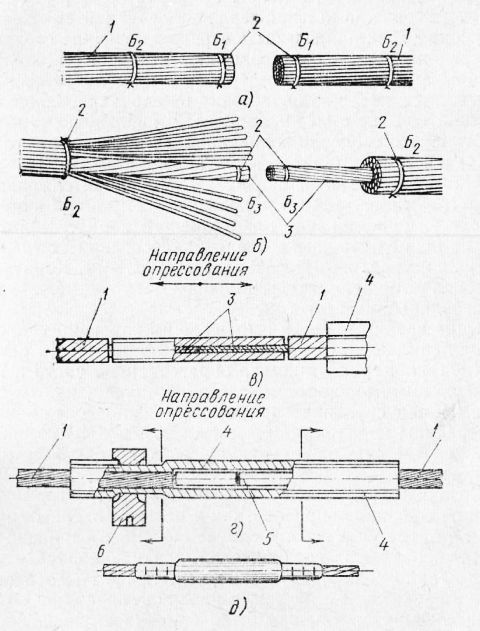
Рис. 3. Соединение сталеалюминиевых проводов опрессовкой овального соединителя:
а и 6 — подготовка концов проводов, в и г — опрессовка стального сердечника и корпуса зажима, д — опрессованный зажим; 1 — провод, 2 — проволочные бандажи, 3 и 5 — стальные сердечники провода и соединителя, 4 — алюминиевый корпус соединителя, 6 — матрица пресса
Корпус соединителя надвигают на один из концов провода, а концы стальных сердечников проводов вводят в стальной сердечник соединителя встык до упора (стык должен быть строго в середине сердечника соединителя) и опрессовывают стальной сердечник: вкладывают сердечник в матрицы, устанавливают в пресс и выполняют первую опрессовку на середине сердечника соединителя (на стыке проводов). Дальнейшую опрессовку стального сердечника соединителя производят по всей длине в направлении от его середины к концам.
На опрессованный сердечник соединителя надвигают и устанавливают симметрично ему алюминиевый корпус. Опрессование алюминиевого корпуса производят от концов стального сердечника соединителя в направлении, указанном стрелками на рис. 96, г. Корпус опрессованного соединителя должен иметь посередине неопрессованный участок.
Опрессованный соединитель вынимают из пресса, очищают напильником от заусенцев, выпрямляют (в случае прогиба), замеряют диаметр опрессованной части и про* веряют симметричность его установки специальным прибором. Если середина сердечника соединителя смещена от середины корпуса более чем на 20 мм или его размеры не соответствуют инструкции, соединитель бракуют и соединение выполняют заново.
Соединение проводов термитной сваркой. Термитной сваркой соединяют провода как в петлях анкерных опор, так и в пролете. В первом случае соединяют провода без монтажа овальных соединителей, так как провод в петлях механических нагрузок не испытывает. Во втором случае раскатанные на земле провода соединяют овальными соединителями, как было описано выше, а концы проводов, оставленные для сварки, привязывают вдоль провода. Так как сваренная петля не может пройти через раскаточные ролики при натяжении, термитную сварку проводов в пролете выполняют после вытяжки проводов и их закрепления на опоре с монтажной вышки.
Иногда провода сваривают, устанавливая два овальных соединителя и укладывая дополнительный кусок провода между ними. В этом случае соединители передают механические нагрузки на вставку провода, а электрическое соединение провода обеспечивается термитной сваркой. Такое соединение может быть выполнено на земле.
Термитный патрон состоит из металлического кокиля, на который напрессована термитная масса, и вкладыша, уложенного в кокиль. Маркируют патроны по марке проводов, для соединения которых они предназначены. Сваривают провода термитными патронами при помощи сварочных клещей в следующем порядке. Концы проводов очищают бензином от грязи, зачищают стальной щеткой, торцуют, вводят в термитный патрон и закрепляют в зажимном устройстве сварочных клещей вместе с патроном так, чтобы разрез кокиля был сверху. Термитный патрон зажигают специальной термитной спичкой в месте, обозначенном на патроне краской или ярлыком. Горящая термитная масса расплавляет вкладыш и концы проводов. По мере плавления пружины сварочных клещей сближают концы проводов, жидкий металл заполняет кокиль и сваривает провода. После остывания с места соединения удаляют шлак, снимают кусачками кокиль и зачищают место сварки. Сварное соединение не должно иметь глубоких раковин, пережогов проволок, а также не должно ломаться при изгибании руками.
Ремонт проводов. Допускается выполнять ремонт при повреждении до 10% проволок у медных и алюминиевых проводов и до 15% У сталеалюминиевых. Поврежденными считаются проволоки, имеющие вмятины глубиной более половины своего диаметра или оборванные совсем.
При повреждении большего числа проволок поврежденное место должно быть вырезано и провод соединен заново. В зависимости от степени повреждения провод ремонтируют при помощи проволочного бандажа, ремонтной муфты или специального прессуемого ремонтного зажима.
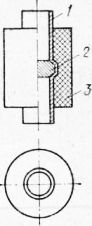
Рис. 4. Термитный патрон:
1 — кокиль, 2 — вкладыш, 3 — термитная масса
При простом обрыве проволоки выправляют, укладывают в повив провода, а на место обрыва накладывают проволочные бандажи длиной не менее 20—25 диаметров. При обрыве в нескольких местах поврежденные проволоки вырезают под один размер, вплетают новые, а концы их закрепляют проволочными бандажами или ремонтными муфтами.
Ремонтные муфты изготовляют из овальных соединителей, для чего соединитель разрезают по продольной оси, очищают от грязи и окиси, надевают на поврежденное место, огибают вокруг провода легкими ударами молотка, а затем обжимают обычным способом. Прессуемые зажимы применяют для ремонта сталеалюминиевых проводов сечением 240 мм2 и выше. Расстояние между двумя ремонтными муфтами или проволочными бандажами должно быть не менее 15 м. Грозозащитные тросы ремонту не подлежат.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Соединение и ремонт проводов и тросов"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы