Строй-Техника.ру
Строительные машины и оборудование, справочник
Практика работы предприятий автотехобслуживания показывает, что из общего числа восстанавливаемых деталей большая часть приходится на долю сварки и наплавки. Вторым по значению является восстановление деталей методом ремонтных размеров. Кроме этого, применяют дополнительные ремонтные детали, восстанавливают детали синтетическими материалами, гальваническими покрытиями, пластическим деформированием и другими способами.
Ниже приведены некоторые из способов восстановления деталей, применяемые на СТО.
Ремонт распределительного вала (на примере двигателя ВАЗ-2101). К основным дефектам распределительных валов, с которыми они поступают в ремонт, можно отнести изгиб вала, износ опорных шеек и износ кулачков по профилю. Реже встречаются такие дефекты, как отколы по торцам вершин кулачков и износ эксцентрика привода топливного насоса.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Изгиб вала устраняют правкой на прессе. При правке вал устанавливают крайними опорными шейками на призмы. Правке подвергают валы, у которых биение опорных шеек превышает 0,05 мм. Биение опорных шеек вала проверяют в центрах при помощи индикатора на подставке.
Опорные шейки вала ремонтируют шлифованием до ремонтных размеров. Перед шлифованием опорных шеек вал обязательно проверяют на биение и при необходимости подвергают правке. Для сохранения первоначальных условий смазки крайних опорных шеек распределительного вала необходимо углубить четыре масляные канавки.
Опорные шейки, размер которых меньше ремонтных размеров, восстанавливают вибродуговой наплавкой или другим способом. Перед наплавкой распределительный вал очищают от ржавчины и жировых пятен (загрязнение поверхности ведет к образованию пор и других дефектов в наплавленном слое металла), места под наплавку очищают металлической щеткой или шлифовальной шкуркой, а в необходимых случаях абразивным кругом. Для уменьшения остаточных‘деформаций распределительный вал устанавливают в приспособление, в котором он удерживается в напряженном состоянии. Последовательность наплавки кулачков вала также оказывает заметное влияние на его деформацию. Наименьшая деформация распределительного вала автомобиля «Жигули» замечена при наплавке кулачков в последовательности 1—3—4—2. Наплавка производится вольфрамовым электродом в среде аргона при постоянном токе прямой полярности. Для питания сварочной дуги постоянным током применяется сварочный выпрямитель ВДУ-504-1УЗ. В качестве наплавляемого материала для восстановления кулачков распределительного вала применяют негодные поршневые кольца. Шлифование кулачков ведется по копиру на кругло-шлифовальном станке. Частота вращения круга и распределительного вала соответственно равны 1590 и 50 об/мин. Для охлаждения применяется смесь керосина с индустриальным маслом.
Перед вибродуговой наплавкой опорных шеек распределительного вала автомобиля ГАЗ-24 «Волга» их предварительно шлифуют. Направку можно вести головкой любой конструкции (УАНЖ, ГВК). Электродом служит пружинная проволока диаметром 1,8 мм.
Чистовое шлифование опорных шеек выполняют на круглошлифовальном станке. Масляные канавки на опорных шейках углубляют на точильном станке или станке с гибким валом прорезным шлифовальным кругом. После углубления канавок острые кромки притупляют шлифовальным бруском.
Кулачки, изношенные по высоте, шлифуют на копировальном станке. В результате шлифования кулачков уменьшается как высота их, так и диаметр цилиндрической части. При значительном износе кулачка распределительный вал выбраковывают или наплавляют изношенные кулачки с последующей механической обработкой до номинального размера.
Ремонт коленчатого вала. Коленчатые валы двигателей, поступающие в ремонт, имеют следующие дефекты: износ шеек, изгиб вала, износ отверстия под подшипник переднего конца первичного вала коробки передач, повреждение резьбы под храповик, износ отверстий во фланце под болты крепления маховика и др.
По техническим условиям на контроль деталей, например двигателя автомобиля ГАЗ-24, прогиб коленчатого вала не должен превышать 0,05 мм. Правку коленчатых валов лучше всего выполнять на специальных гидравлических прессах, развивающих усилие 16—25 т, например, мод. 2135-1М грозненского завода «Автоспецоборудование».
Вал укладывают коренными шейками на призмы и правят по трем средним коренным шейкам.
Остаточные напряжения, возникающие в коленчатом валу в результате правки, по прошествии некоторого времени могут нарушить соосность коренных шеек. Поэтому коленчатые валы править непосредственно перед шлифованием шеек нельзя.
Износ шеек коленчатого вала устраняют шлифованием под ремонтные размеры или, если это невозможно, то восстанавливают шейки наплавкой с последующим шлифованием под исходный размер. Размеры коренных и шатунных шеек двигателя автомобиля ГАЗ-24 приведены в качестве примера в табл. 1.
При шлифовании шеек в качестве установочных баз используют шейку под распределительную шестерню и фланец крепления маховика или фаски отверстий под храповик и под подшипник. Опыт показывает, что поверхность фасок, как правило, повреждена, поэтому перед шлифованием их приходится править.
В настоящее время на предприятиях при шлифовании изношенных шатунных шеек коленчатых валов делают индивидуальную выверку шеек относительно шлифовального круга. Это позволяет в процессе шлифования снимать с изношенных поверхностей шеек минимальный слой металла.
После чернового шлифования масляные отверстия на шатунных и коренных шейках вала зенкуют сверлом, оснащенным пластинкой из твердого сплава. Затем масляные каналы вала продувают сжатым воздухом. После чистового шлифования шеек коленчатый вал промывают на специальной установке под давлением. Окончательной обработкой шеек коленчатых валов является полирование.
Ремонт гильз цилиндра. После удаления из блока цилиндров автомобиля ГАЗ-24 съемных мокрых гильз проверяют их герметичность в приспособлении горячей водой и геометрические параметры отверстия и посадочных буртиков.
Если нет трещин в гильзе и диаметры посадочных поверхностей соответствуют техническим условиям, то ее отправляют в ремонт. Отложившуюся на наружных стенках гильзы накипь удаляют металлической щеткой.
В результате изнашивания размер и правильная цилиндрическая форма рабочей поверхности гильз цилиндров нарушаются. Работоспособность гильзы может быть восстановлена растачиванием ее до ремонтного размера. Для гильз цилиндров ГАЗ-24 предусмотрено два ремонтных размера с интервалом через 0,5 мм.
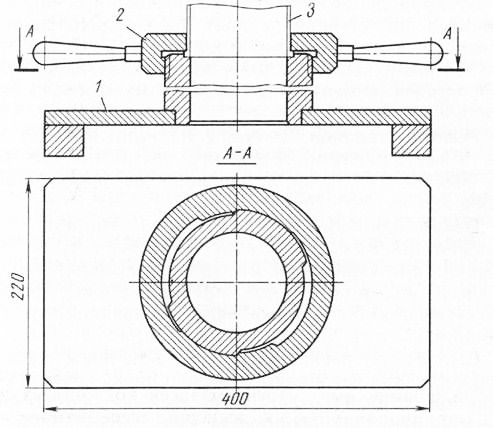
Рис. 8. Приспособление для зажима гильз цилиндров при хонинговании:
1 — подставка; 2 — гайка; 3 — гильза
Гильзы растачивают в приспособлении на вертикально-расточном станке. После обработки отверстия гильз имеют припуск на хонингование 0,04—0,06 мм. Для получения заданных техническими условиями завода-изготовителя шероховатости, овальности и кону-сообразности в пределах 0,02 мм, бочкообразности и корсетности в пределах 0,01 мм гильзы хонингуют в два приема.
Для хонингования гильзу устанавливают в приспособление (рис. 8), которое обеспечивает надежность и равномерность зажима детали и исключает ее деформирование. Эти условия требуется соблюдать для того, чтобы после снятия гильзы с приспособления, размеры, полученные при хонинговании, не изменялись.
От правильного выбора хонинговальных брусков в значительной степени зависит производительность по съему металла при хонинговании и качество обработки поверхности цилиндров. Хонинговать гильзы цилиндров рекомендуется брусками из зеленого карборунда.
Ремонт клапанов. Клапаны, поступающие в ремонт, могут иметь следующие дефекты: изгиб и износ стержня, выработку, риски и раковины на рабочей фаске головки.
Непрямолинейность оси стержня клапана проверяют на призмах при помощи индикатора. Если биение стержня превышает 0,02 мм, то клапан правят на плите медным молотком. После правки стержня рабочую фаску головки клапана шлифуют независимо от ее состояния.
Выработку, риски, раковину на рабочей фаске головки клапана устраняют шлифовальным кругом, к примеру, на станке Р108 чистопольского завода «Авто-спецоборудование». Прилагаемая к станку Р108 оснастка позволяет обрабатывать, помимо рабочей фаски, и торец клапана, сферический и плоский торцы толкателя, криволинейную поверхность носка коромысла.
Ремонт тормозных барабанов. В процессе эксплуатации тормозного барабана изнашивается в основном поверхность трения. Тормозные барабаны восстанавливают растачиванием с последующим шлифованием. Предварительное растачивание выполняют на токарно-винторезном станке или на станке для расточки тормозных барабанов и обточки накладок тормозных колодок Р117 чистопольского завода «Автоспецоборудо-ние» с припуском на последующую обработку, а растачивание под шлифование — с припуском на шлифование.
Окончательный диаметр тормозной поверхности получают на станке Р117, так как он комплектуется шлифовальным приспособлением.
Для каждого ремонтного размера тормозного барабана собирают и протачивают соответственно комплект тормозных колодок. Станок модели Р117 также комплектуется двумя приспособлениями для установки на станок колодок, набором оправок для крепления барабанов на шпинделе, приспособлением для правки шлифовального круга. Предельные размеры обрабатываемых изделий от 180 до 300 мм, а скорость их вращения 75 и 150 об/мин.
Ремонт тормозных накладок. Изношенные фрикционные накладки тормозных колодок заменяют новыми. Прогрессивным технологическим процессом является приклеивание фрикционных накладок к тормозным колодкам клеем ВС-ЮТ. Тормозная колодка прижимается к фрикционной накладке в зажимном приспособлении и вместе с приспособлением подвергается термообработке в сушильном шкафу при температуре около 180° С в течение 70—90 мин. Остывшие детали освобождают из приспособления и проверяют в соответствии с техническими условиями.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Восстановление деталей автомобилей"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы