Строй-Техника.ру
Строительные машины и оборудование, справочник
Сборка и сварка как отдельных элементов, так и металлоконструкций полумоста производится на выверенных стеллажах, обеспечивающих взаимное положение элементов конструкций и предохраняющих последние от изгиба и колебаний. Стеллажи выверяются с помощью струны, допустимое отклонение по высоте стеллажей должно быть +3 мм. Изготовление полумоста состоит из следующих этапов: изготовление верхних и нижних поясов; изготовление вертикальных стенок; сборка и сварка главной балки и полумоста.
Первый этап. На стенде раскладывают по два комплекта на две балки: верхние и нижние горизонтальные пояса согласно расстыковке и маркировке. Соприкасающиеся поверхности собираемых элементов перед сборкой очищают от ржавчины, грязи, краски, масла, стружки, заусениц, сварочных брызг с помощью зубила, стальной щетки и зачищают на шлифовальной машинке до металлического блеска. Уложенные на стеллажи нижние и верхние пояса состыковывают (с проверкой параллельности по струне и по плоскости под линейку) и закрепляют при помощи струбцин, а затем прихватывают электросваркой. При соединении листов встык зазор (или превышение кромки одного листа над кромкой другого) не должен превышать 1,0 мм при сварке автоматом. По торцам стыков устанавливают фальшпланки для начала и окончания сварного шва, чтобы обеспечить в этих местах более качественную сварку. Фальшпланки укрепляют прихватками и срубают по окончании сварки. Перед началом сварки правильность сборки, качество стыковки верхних и нижних поясов проверяет ОТК- Сварку ведут при температуре окружающей среды не ниже —15 °C. Запрещается сварка мокрой стали, так как в этом случае выделяются водородистые соединения, способствующие образованию микротрещин. Тележку со сварочным автоматом подводят к стыку, вдоль которого снизу устанавливают флюсовую подушку. Затем свариваемые листы прижимают упорами тележки к роликам конвейера. Надувной резиновый шланг под действием сжатого воздуха прижимает флюсовую подушку к свариваемым листам. Сварочный трактор устанавливают в начале шва. В процессе перемещения сварочного трактора автоматически подаются электродная проволока и флюс. По окончании сварки шов зачищают зубилом и стальной щеткой. Те же операции повторяют для остальных стыков, после чего верхние и нижние пояса кантуют на 180°. Для прочности сварные стыковые швы обязательно подваривают с обратной стороны с предварительной подрубкой вершины шва. Корень шва вырубают во всех стыках верхних и нижних поясов, таким образом удаляют вредные шлаки. Можно корень шва выплавлять газом с зачисткой шлака. Заварив стыки с обратной стороны, зачищают швы от шлака и убирают флюс. После проверки верхние и нижние пояса перевозят на место сборки главных балок и укладывают на стеллажах. Режут газом стыковые швы между поясами, разъединяя двойные комплекты сварных поясов, и срезают фальшпланки. Далее стыковые швы и торцы швов зачищают заподлицо с основным металлом для установки вертикальных стенок и рельсов. Разметку по центрам верхних и нижних поясов для установки вертикальных стенок производят с помощью рулетки и керна.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
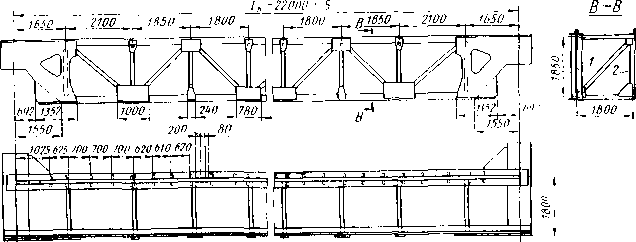
Рис. 1. Схема полумоста мостового крана:
1 — главная балка; 2 — вспомогательная ферма
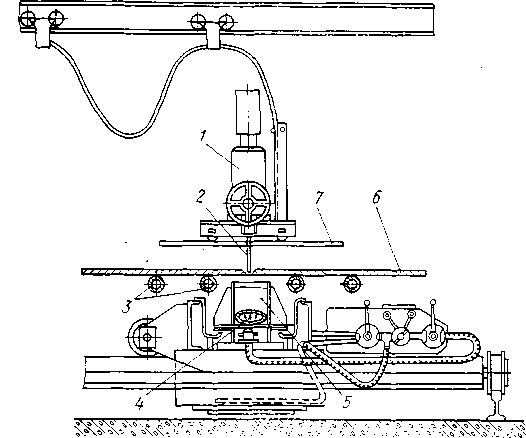
Рис. 2. Схема сварочного автомата с флюсовой подушкой
Второй этап. Состыковку и сварку вертикальных стенок производят аналогично операциям состыковки и сварки верхних и нижних поясов, но с учетом строительного подъема. Строительный подъем главных балок создается для того, чтобы при установлении максимальной нагрузки посередине пролета моста не произошло разрушения металлоконструкции. Мосты крана изготовляют со строительным подъемом f мм, где АКр—длина пролета в мм.
Для создания строительного подъема следует выполнить выкладку вертикальных листов в соответствии с рис. 4.33 по кривой радиусом 4000 м. Строительный подъем должен иметь плавную форму. Проверку следует вести во всех сечениях, где на чертежах указан строительный подъем. Допуск на несовпадение строительного подъема балки или фермы в натуре с проектным — не более 20% величины строительного подъема. Практически строительный подъем берут 2 мм на 1000 мм до половины пролета моста. Строительный подъем создается раскроем листов в виде трапеции или раскладкой листов.
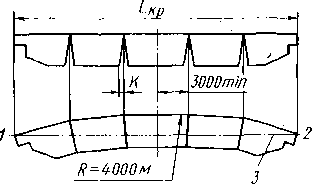
Рис. 3. Схема образования строительного подъема
В индивидуальном и мелкосерийном производстве, при состыковке и сварке листов вертикальной стенки, поступают следующим образом: зная длину пролета крана, по двум крайним листам натягивают струну. Затем, определив величину строительного подъема для центра вертикальной стенки, выдвигают центральный лист вверх на величину строительного подъма и далее к нему подводят листы с двух сторон. Поскольку теоретическая величина клиновой подрезки К меньше допуска на косину реза кромки листа и листы, подаваемые на сборку, имеют разный размер, величину клиновой подрезки К определяют на рабочем месте при раскладке листов. Остальные листы подгоняют к трем листам, уже выложенным по разметке.
Третий этап. Сборка и сварка двух главных балок моста производятся одновременно. Вертикальные стенки укладывают с помощью траверсы электрокрана на стеллажах на подкладки высотой h — 218 мм. Далее к ним подводят и устанавливают на ребро горизонтальные пояса, верхний и нижний. Специальная винтовая стяжка позволяет прижать пояса к вертикальной стенке с последующей выверкой по рискам и под угольник. После последовательного прижатия поясов их прихватывают электросваркой к вертикальной стенке. Скошенную часть нижнего пояса после разделки кромок устанавливают по разметке под угольник и прихватывают фальшпланками. Далее балку кантуют на 180° и прихватывают горизонтальные пояса к вертикальной стенке с другой стороны. Кантуя балку, проверяют разделку стыков под сварку нижнего пояса и заваривают их (вид в). После сварки фальшпланки срезают газом и торцы зачищают заподлицо. Последовательно кантуя балку с помощью электрокрана на 90 и 180°, заваривают поясные швы сварочным автоматом АДС-1000-2. Необходимо проследить, чтобы в прихватках не было трещин, допустимое смещение вертикальной стенки от центра ±2 мм, допустимый зазор между поясами и вертикальной стенкой до 1 мм и угол между поясами по отношению к вертикальной стенке должен быть 90°.
Размечают на балке места для больших и малых ребер жесткости. Разметку ведут с помощью рулетки, мелового шнура и керна от центра балки к концам нарастающим итогом, чтобы суммирование погрешностей было минимальным. Установка ребер жесткости на балку ведется с двух сторон по разметке под угольник предварительной прихваткой в шести—восьми местах с последующей их приваркой на сварочном полуавтомате. Затем на главную балку по разметке с пригонкой по месту приваривают два башмака, придающие скошенной части нижнего пояса пространственную жесткость (вид г). Балки укладывают параллельно на стеллажах под установку рамок вспомогательных ферм (вид д).
Четвертый этап. На плите размечают контур деталей, составляющих рамки вспомогательных ферм, устанавливают упоры и прихватывают их электросваркой. По разметке и упорам собирают рамки вспомогательных ферм из уголков 175×75×6 мм с прихваткой электросваркой, а затем заваривают их, кантуя для сварки на другую сторону. После этого их устанавливают и прихватывают электросваркой на главных балках, от центра вертикальных стенок, пригоняя к ребрам жесткости, выравнивая под угольник (вид б). К рамкам подводят по разметке поясные угольники 160×160×10 мм вспомогательных ферм, пригоняя их по месту стыков и к рамкам и прихватывая электросваркой на стыках и к каждой рамке. На вспомогательные фермы по разметке укладывают косынки, листы, уголки, раскосы, штыри и площадки под редуктор и двигатель и прихватывают их электросваркой. Проверяют сборку вспомогательных ферм по схеме и чертежу рулеткой и струной и после проверки сваривают вспомогательные фермы с соответствующей кантовкой от середины моста и к концам сварочным полуавтоматом (вид в).
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изготовление главной балки и вспомогательной фермы мостового крана"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы