Строй-Техника.ру
Строительные машины и оборудование, справочник
Корпусы подшипников натяжных устройств при натяжении ленты перемещаются по направляющим рамы транспортера и таким образом являются ползунами. Изготовляются корпусы серийно, с применением группового метода обработки. К корпусам подшипников предъявляются требования по взаимному расположению поверхностей при довольно сложной конфигурации и наличии необрабатываемых поверхностей. Поэтому обработке заготовки предшествует разметка. Разметкой находится наивыгоднейшее положение центра О обрабатываемого отверстия и плоскости симметрии е —е с учетом расположения необрабатываемых паза радиусом г и торцов Т. Центр О соответствует точке пересечения осей Ох — 0х и 02 — О2. Положение оси 0х — 0х определяется размером йх = с ф- 0,5d = b ф- 0,5d. Положение оси 02 — 02 определяется размером h2 = m ф- 0,5d = К ф- 0,5d; одновременно с этим проверяются размеры L и Лх. Размеры Ь, с, d, пг и К находятся непосредственным измерением заготовки. Положение обрабатываемой опорной плоскости паза определяется размером h, отсчитываемым от размеченной осевой Ох — Ох. Одновременно проверяются размеры Н и Ях. Размер п, получаемый при обработке, отсчитывают от плоскости симметрии е—е заготовки, расположение которой определяется радиусом необработанного паза г и расположением необрабатываемых торцовых поверхностей Т. В процессе разметки проверяют достаточность припусков на обработку и предусматривают возможно более равномерное распределение их.
За разметкой следует обработка прямоугольного паза п, используемого в дальнейшем в качестве технологической базы. Паз обрабатывают на горизонтально-фрезерном станке при установке заготовки на столе, одной из торцовых поверхностей, с выверкой по разметке (размер п и плоскость е —е). Обе стороны паза обрабатывают торцовой фрезой диаметром 50 мм последовательно с промежуточным установочным движением стола вверх.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
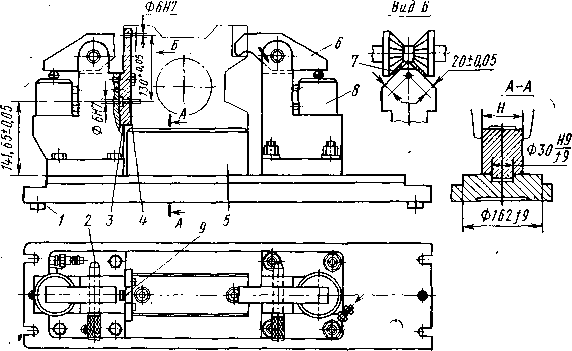
Рис. 1. Групповое приспособление для обработки скосов у ползуна
Угловые направляющие (скосы) обрабатывают на горизонтально-фрезерном станке набором из двух фрез. Обработкой достигаются требуемые угол и размеры, а также симметричность расположения направляющих относительно вертикальной оси и прямоугольного паза. На рис. 1 показано групповое переналаживаемое приспособление для фрезерования скосов у ползунов нескольких типоразмеров. Приспособление ориентируется в пазу стола горизонтально-фрезерного станка шпонками. Для обработки деталь устанавливают на подставку и закрепляют двумя прихватами, приводимыми в действие от гидроцилиндров. В целях уменьшения величины подъема прихватов при установке и снятии детали и для удобства наладки они выполнены отъемными и фиксируются осью.
Комплект из двух угловых фрез устанавливают на оправке с соблюдением необходимых размеров, определяемых шириной установленного между ними кольца.
Расположение вершины направляющих в плоскости симметрии ползуна и размер до оси отверстия обеспечиваются настройкой станка. Для этого приспособление снабжено съемным установом, имеющим вверху два скоса и два координированных отверстия диаметром 6Н7 с межосевым расстоянием 130+°-03мм. В момент размерной настройки операции установ нижним отверстием фиксируется установочным пальцем, что с учетом размера 141,65 ± 0,05 мм и высоты подставки обеспечивает получение заданного размера (другие отверстия в корпусе служат для ориентации установа с помощью пальца при обработке ползунов других размеров).
Симметричность расположения скосов ползуна обеспечивают при настройке операции равенством расстояний от скосов установа до образующих фрез с помощью щупа толщиной 5 мм. Верхнее отверстие диаметром 6Н7 является технологическим при изготовлении установи и служит для обеспечения требуемого расположения скосов (размеры 20 + 0,05). При изготовлении приспособления важно добиться симметричности расположения относительно нижнего отверстия диаметром 6Н7 вертикального шпоночного выступа на установе и боковых поверхностей подставки.
Токарную обработку ползуна выполняют с установкой в специальной четырехкулачковой планшайбе. Один из кулачков планшайбы заменяют специальной опорой в виде кулачка с планкой для прямоугольного паза детали. Планки выполнены сменными, так как приспособление предназначено для обработки ползунов нескольких типоразмеров.
При настройке операции серийной обработки ползунов один из боковых кулачков устанавливают по первой детали партии на определенном расстоянии от оси вращения.
Выточку диаметром 148 мм с другой стороны детали можно расточить отогнутым резцом в качестве одного из переходов той же операции или обработать отдельной операцией. В последнем случае соосность выточки с ранее обработанным отверстием достигается базированием детали относительно осевой линии станка. Для этого в момент установки в отверстие детали вводят установленную в конусе задней бабки станка центрирующую оправку; при закреплении детали перемещается и кулачок с планкой, так как технологической базой в этом случае является ось отверстия, а не плоскость паза.
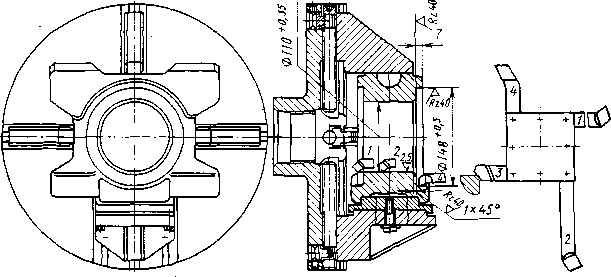
Рис. 2. Схема построения токарной операции обработки ползуна:
а — схема обработки; б — схема установки для обработки с другой стороны
Крепежные отверстия обрабатывают на радиально-сверлильном станке, оборудованном универсальным пневмоприводом и групповым приспособлением.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изготовление корпусов подшипников натяжных барабанов"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы