Строй-Техника.ру
Строительные машины и оборудование, справочник
Пластинчатые крюки применяют для машин большой грузоподъемности (более 37 т). Наиболее распространены двурогие-крюки. Их масса 1200—6900 кг, общая длина от 1300 до 2585 мм, ширина от 1300 до 2600 мм, а толщина пакета от 150 до 240 мм.
Пластинчатый крюк представляет собой узел, собранный из. нескольких пластин, втулки проушины, накладок зева и заклепок.
Пакет крюка собран из пластин, вырезанных методом копирной резки из тщательно выправленного листа; при этом вертикальная ось каждой пластины должна быть расположена вдоль волокон проката. Процесс изготовления пакета крюка под обработку включает ряд технологических операций.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
На слесарно-сборочной операции — сборка пластин в пакет; их выравнивают по контуру так, чтобы смещение листов не превышало 1,5 мм, и плотно стягивают в нескольких местах струбцинами. Пакеты наиболее крупных крюков дополнительно фиксируют путем прихватки пластин сваркой в нескольких местах по-контуру. На одной стороне пакета размечают отверстия под заклепки по шаблону, ориентируемому по контуру крюка.
Затем на радиально-сверлильном станке сверлят отверстия под заклепки с глубокой зенковкой с двух сторон под головки заклепок.
На слесарной операции выполняют разделку пластин под сварку на указанных в чертеже участках (по концам рогов и в верхней радиусной части проушины) с помощью пневматического зубила, а затем — клепку пакета пневматическим молотком с поддержкой закладной головки. После остывания пакета головки заклепок зачищают зубилом и напильником заподлицо с пластиной. Пластины сваривают в местах разделки кромок у рогов и проушины в несколько проходов. Во избежание местной концентрации тепла швы накладывают короткими участками в разных местах. После сварки швы зачищают заподлицо с пластинами по их контуру.
Механической обработке подвергаются отверстия в проушине, цилиндрические участки поверхностей зева и фасонные выемки у обоих рогов в наружных листах пакета для установки накладок крюка. У крупногабаритных крюков при грубо выполненных пластинах возможны фрезерование или зачистка с помощью фрезы пакета по всему контуру или на отдельных его участках. Обработке предшествует разметка: ось отверстия в проушине должна лежать в вертикальной плоскости симметрии крюка, а оси радиусных расточек в зевах должны быть параллельны ей и лежать на линии, перпендикулярной оси крюка.
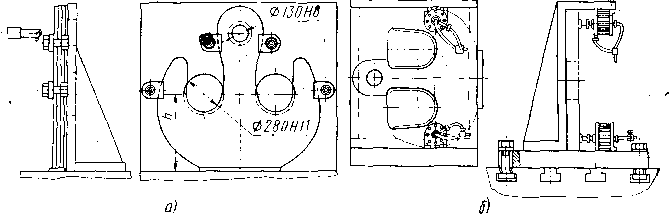
Рис. 1. Установка пакета пластинчатого крюка на горизонтально-расточном станке:
а — на угольнике; б — в приспособлении
Растачивание отверстий в проушине диаметром 130 Н9 и две выточки диаметром 280 НИ в зевах выполняются на горизонтально-расточном станке при установке пакета в приспособлении типа угольника и с выверкой по разметке.
Вертикальная ось крюка должна располагаться отвесно, тогда линия, соединяющая центра выточек зева, будет горизонтальна; для этого во время выверки пакет подклинивают снизу, и от плоскости стола проверяют одинаковость расстояния h до разметочной риски, соединяющей центра отверстий зева у ее концов.
При обработке в специальном приспособлении пакет крюка закрепляют с помощью двух пневматических цилиндров. Вертикальная ось крюка расположена горизонтально и служит выверочной базой при установке (контролируется на параллельность ее плоскости стола станка).
Расточную операцию в любом варианте выполняют со сменой инструмента. Отверстие в проушине вначале разделывают с помощью фрезы, так как отверстия, прошитые в пластинах, имеют значительные смещения относительно друг друга. Затем отверстие растачивают. В оправке для окончательного растачивания отверстия 130 Н9 резец регулируют на размер в индикаторном приспособлении. Следует обращать внимание на тщательную обработку фасок в проушине. После растачивания резцом радиусных поверхностей в зевах шпиндель станка оснащается фрезой для обработки линий перехода к необрабатываемым участкам стебля крюка и рогов. Ось шпинделя совмещают с осями каждого из трех отверстий по разметке, что определяет точность их расположения не выше +0,25 мм. Далее размечают и фрезеруют выемки в плоскостях пакета вблизи зевов для установки накладок крюка. Фрезерование этих поверхностей прилегания накладок возможно на двухкоординатном фрезерно-копировальном станке по копиру, без разметки.
Сборка пластинчатого крюка включает запрессовку втулки в проушину крюка и установку накладок в зевы в области расточенных по диаметру 280 мм участков с ориентацией по фрезерованному контуру и фиксацией осью.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изготовление пластинчатых крюков"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы