Строй-Техника.ру
Строительные машины и оборудование, справочник
Червяки для цилиндрических передач в осевом сечении представляют собой рейку с прямолинейными или криволинейными боковыми сторонами. Для уменьшения трения, изнашивания и заедания при работе червячной пары червякам придается высокая твердость, обеспечиваемая поверхностной закалкой (HRC 48—57); лишь в некоторых случаях проводится нормализация. Цилиндрические червяки до момента нарезания винтовой поверхности обрабатывают как ступенчатые валы при соответствующем объеме годового выпуска.
В серийном производстве червяки нарезают профильными резцами на токарно-винторезных станках с подачей, равной шагу винтовой поверхности червяка.
При нарезании многозаходных червяков применяют специальный патрон с делительным устройством, позволяющий достаточно точно поворачивать червяк на требуемый угол для обработки нитки следующего захода. Требуемый профиль червяка получается соответствующей установкой резца с прямолинейным профилем или резцом с криволинейными профилями в осевом или нормальном сечении. Червяки с малым модулем или малым углом подъема винтовой линии нарезают полнопрофильным резцом; в других случаях правую и левую стороны витка нарезают двумя резцами и лишь окончательную обработку выполняют полнопрофильным резцом. Во всех случаях при настройке операции резцы необходимо расположить в диаметральной плоскости червяка и обеспечить симметричность профиля относительно вертикальной плоскости с помощью шаблона. В связи с большой трудоемкостью нарезания червяков резцами в ряде случаев целесообразнее предварительное нарезание выполнять более производительными методами.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
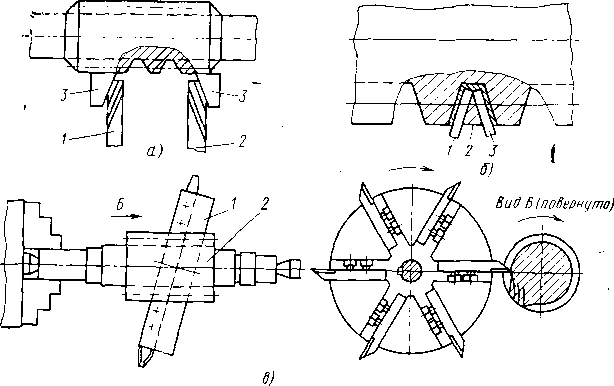
Рис. 1. Нарезание червяков резцами:
а — установка резцов; б — метод вырезки спирали; в — вихревое нарезание по схеме внешнего касания
При обработке червяков крупных модулей иногда применяют метод вырезки спирали вместо превращения всей массы металла в стружку. Для этого узкими резцами и прорезают канавки с обеих сторон впадины, после чего вывинчивают отделившуюся спираль.
Высокопроизводительным методом предварительного нарезания червяков является нарезание многорезцовой вращающейся головкой (вихревое нарезание). Вихревое нарезание выполняют на токарном станке с помощью специальной резцовой головки, корпус которой размещен на суппорте, перемещающемся параллельно оси червяка с подачей, равной шагу нарезаемого винта. Ось вращения резцовой головки наклонена на угол подъема винтовой линии. Каждый резец вращающейся головки срезает с медленно вращающегося червяка стружку и за один оборот червяка образуется один виток резьбы. Вихревым . нарезанием нельзя обеспечить требуемую точность профиля и шероховатость поверхности витка, и за этой операцией следует чистовое нарезание профильным резцом. Червяки в ряде случаев подвергаются цементации с последующей закалкой в печах. В последнее время получила распространение поверхностная электрозакалка. Для витков червяка применяют непрерывнопоследовательную закалку т. в. ч. на специальном станке с перемещением нитки червяка по винтовой линии относительно неподвижного индуктора. Закаливаемый червяк, установленный в центрах, вращается и одновременно перемещается вместе со столом станка относительно неподвижного индуктора. Вращение червяка с заданной частотой, определяемой режимом закалки, передается на шпиндель от электродвигателя через вариатор и зубчатое колесо осевое перемещение сообщается столу от винта, связанного со шпинделем и вращающегося в неподвижной стойке 6 станка; шаг винта равен шагу червяка.
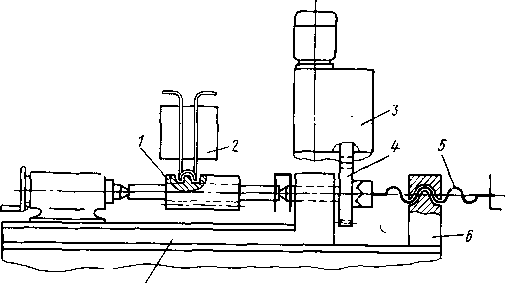
Рис. 2. Схема установки для поверхностной закалки червяков
Отделочную обработку рабочих поверхностей червяков применяют для повышения чистоты поверхности и устранения деформаций от термической обработки. Основным методом отделочной обработки червяков является шлифование их боковых поверхностей, которое выполняют на специальных станках по различным схемам, а также на резьбошлифовальных станках.
В мелкосерийном производстве для шлифования червяков приспосабливают затыловочные или резьбофрезерные станки.
После шлифования быстроходные червяки подвергаются притирке с абразивом на специальных станках, работающих притирами, в виде червячных колес, изготовленных из дерева.
В зависимости от требуемой степени точности применяют следующие методы обработки червяков. Червяки 6-й и 7-й степени точности обычно проходят цементацию и закалку или только закалку. Боковые поверхности червяков обязательно шлифуют и полируют. Червяки окончательно обрабатывают по 8-й и 9-й степени точности на токарных станках и там же отполировывают.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изготовление цилиндрических червяков"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы