Строй-Техника.ру
Строительные машины и оборудование, справочник
Наклейка. На места повреждений в зоне каркаса и борта при раздвинутых бортах наклеивают прослоенную каландрованную резину, резинотканевые пластыри, слои корда и чефера или другие материалы. Предварительно эти места промазывают резиновым клеем концентрацией 1 : 8 при помощи кисти и выдерживают некоторое время для естественной просушки. В проколы, промазанные клеем, вставляют грибки или пробки.
Места повреждений в покровной резине протектора и боковин заделывают при помощи специальной установки АТШ-105. Покрышку устанавливают на подъемный стол и в ее полость вставляют дорн соответствующего размера, совмещая центр дорна с центром повреждения. На головку червячной машины надевают накладку, соответствующую размеру покрышки. При помощи подъемного стола покрышка поднимается на уровень совпадения центров повреждения и накладки и прижимается к накладке специальным приспособлением. Из червячной машины выдавливается резиновая смесь, разогретая до 60—70 °C, и под давлением 6,5— 7,5 МПа заполняет поврежденную зону на покрышке.
Нанесение резинового клея на шерохованную поверхность восстанавливаемой покрышки производится для обеспечения необходимой прочности связи ее с прослоечкой резиной и протектором. Покрышку помещают в пульверизационную установку, в которой ее поверхность обдувается сжатым воздухом, промывается бензином и покрывается клеем с помощью распылительного пистолета. Клей распыляется под давлением 0,3—0,35 МПа. Производительность установки 30 покрышек/ч.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
После пульверизации покрышки навешивают на подвесной конвейер и сушат в течение 25 мин.
Дублирование протекторов с каландрованной прослоенной резиновой смесью. Предварительно внутренняя поверхность протекторов шерохуется на станке металлическими щетками, затем освежается бензином или клеем, сушится и подогревается инфракрасными лучами. Далее протекторы по рольгангу движутся к трехвалковому лабораторному каландру ЛК-160 (диаметр валков 160 мм, рабочая длина валков около 600 мм) и поступает в зазор между нижним валком и обрезиненным дублировочным валиком. Одновременно с питательных вальцов разогретая резиновая смесь по ленточному транспортеру подается на каландр в зазор между верхним и средним валками, охватывает средний
валок, дублируется с протектором в зазоре между нижним валком и дублировочным валиком и подается к прикаточным станкам. При этом кромки прослоечной резины выступают по краям протектора на 5 мм с каждой стороны.
При дублировании на каландре поддерживается определенная температура валков (°C): 60—65 — верхнего; 55—60 — среднего; 50—55 — нижнего.
Наложение нового протектора на восстанавливаемую покрышку. Протектор накладывается на каркас полным профилем или в виде навивки узкой резиновой ленты.
Наложение протектора полным профилем. Восстанавливаемая покрышка с вложенной в ее полость камерой устанавливается на сложенный обод прикаточного станка так, чтобы средняя линия профиля покрышки совместилась с центральной риской прикаточного ролика. Затем камера поддувается сжатым воздухом до давления 0,1—0,25 МПа, обод раздвигается и покрышка закрепляется на ободе.
Протектор, сдублированный с прослоечной резиновой смесью, после прогрева инфракрасными лучами в течение 6-7 мин до 65—70 °C накладывается на прикаточном станке на восстанавливаемую покрышку и прикатывается центральным и боковыми роликами. После этого покрышку осматривают, шилом и игольчатым роликом прокалывают образовавшиеся пузыри и обмеряют. Затем сдвигают обод, спускают воздух из камеры, снимают покрышку со станка, вынимают из нее камеру и ленточным транспортером подают на вулканизацию.
Наложение протектора может осуществляться на агрегате. Резиновая смесь в виде ленты с валика подается в загрузочную воронку червячной машины холодного питания. По выходе из головки машины протекторная лента проходит компенсатор профиля протектора и поступает на компенсационный рольганг, где создается ее запас в виде петли, необходимый для непрерывной работы агрегата. Далее протекторная лента в горячем состоянии накладывается на вращающуюся покрышку, укрепленную на диске, обрезается, стыкуется и прикатывается прикатчиком с резиновой диафрагмой, устраняющей захват воздуха. После наложения горячего протектора покрышка снимается с диска и отправляется на вулканизацию.
Агрегат оснащен щитом управления и контрольной панелью. Температура шприцевания и размеры профиля регулируются автоматически. Производительность агрегата 90 легковых или 30 грузовых покрышек за 1 ч.
Навивка узкой резиновой ленты шириной 25—30 мм и толщиной 3 мм (вместо наложения протектора) на восстанавливаемую покрышку производится с небольшой нахлесткой. Лента выпускается на червячной машине и прямым потоком, в горячем состоянии, при помощи распределительного устройства подается на прикаточный станок. Наряду с этим осуществляется наложение протектора навивкой широкой резиновой ленты (переменной ширины). Оба метода по сравнению с существующим обеспечивают большую экономию в результате сокращения расходов на транспортировку и упаковку резиновых смесей и снижения в 2,0— 2,5 раза трудоемкости процесса.
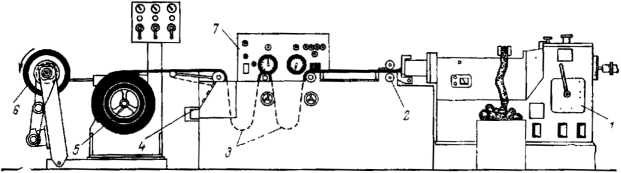
Рис. 1. Схема агрегата для наложения горячего протектора:
1 — Червячная машина; 2 — компенсатор профиля протектора; 3 — компенсационный рольганг; 4 — щит управления; 5 — диск крепления покрышки; 6 — прикатчик; 7 — контрольная панель.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Наложение шиноремонтных материалов на восстанавливаемые диагональные автопокрышки"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы