Строй-Техника.ру
Строительные машины и оборудование, справочник
Колонна опорно-поворотного устройства портального крана относится к группе крупногабаритных тяжелых валов. Она представляет собой пустотелый вал диаметром 260 мм, длиной 2149 мм, массой 530 кг и обрабатывается в условиях мелкосерийного производства.
Заготовку колонны выполняют свободной ковкой на молоте из проката квадратного сечения 350×350, длиной 2150 мм и массой 1055 кг. Длина заготовки назначается с учетом отрезки образца для механических испытаний. Масса поковки 980 кг. Поковку подвергают нормализации. После остывания от поковки отделяют образец и отправляют в лабораторию для проверки механических свойств.
Механической обработке колонны предшествует разметка поковки с нанесением мест расположения центровых гнезд. Положение центровых гнезд должно определять наивыгоднейшее положение оси вала на всей его длине с учетом изогнутости. При разметке измеряют в нескольких сечениях по длине поковки диаметры шеек и от образующих откладывают в сторону оси вала значения радиусов, нанося засечки на поверхности поковки. Образовавшиеся два ряда засечек в области оси используют для определения с помощью натянутой струны положения центровой линии вала и проводят на поверхности заготовки линию. На пересечении двух таких линий, расположенных под углом 90°, на торцовых поверхностях отмечают места зацентровки. Если поковка выполнена достаточно хорошо и не имеет большой изогнутости, то центры можно размечать непосредственно в ее торцовых сечениях. Более просто эта задача решается применением центроискателя.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Подрезку торцов и зацентровку колонн выполняют на горизонтально-расточном станке при установке на регулируемых призмах с выверкой от плоскости стола. Вначале фрезеруют торцы с припуском по длине, затем с образующих колонны переносят на торцы разметочные осевые риски и в точке их пересечения сверлят и зенкуют центровое отверстие; второй конец зацентро-вывают после поворота стола на 180°. За этим следуют четыре токарные операции. На токарном станке при установке в центрах выполняют черновую обработку наружной поверхности с проточкой вблизи концов двух шеек под люнет. На станке глубокого сверления при установке в четырехкулачковом патроне и люнете е выверкой сверлят центральное отверстие диаметром 130 мм с помощью головки кольцевого сверления. Затем с двух установок растачивают выточки диаметром 140 мм для цанговых центровых пробок. Наружную поверхность под шлифование обрабатывают при установке в центрах на отверстиях центровых пробок с обычным поводковым устройством. Центровые пробки используют также для установки колонны в центрах на круглошлифовальном станке, а также при нарезании трапецеидальной резьбы на обоих концах.
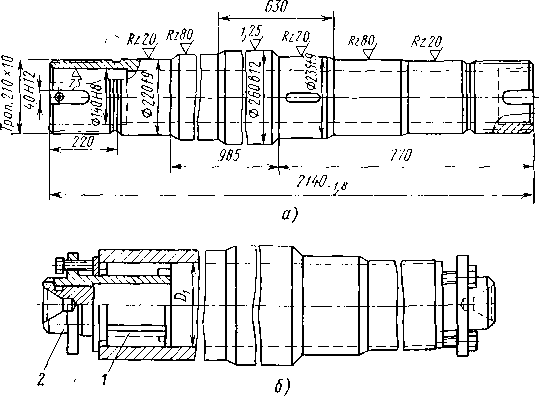
Рис. 1. Колонна портального крана (а) и схема использования центровых пробок (б):
1 — цанговая оправка; 2 — центровая втулка
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Обработка колонны портального крана"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы