Строй-Техника.ру
Строительные машины и оборудование, справочник
Металлический корд (металлокорд) поступает на шинные заводы намотанным на металлические шпули, упакованные в герметически закрытые металлические бочки с силикагелем, поглощающим влагу. Металлокорд обрезинивают с двух сторон на поточной линии ЛОМК-800-К. со скоростью до 50 м/мин. Линия комплектуется четырехвалковым Г-образным каландром (размер валков 500X1250 мм). Для обрезинивания металлокорда применяют и Г-образные каландры.
Для предотвращения осаждения на корде влаги, вызывающей резкое снижение прочности связи его с резиной, шпулярник располагают в отдельном помещении, где предусмотрено кондиционирование воздуха.
Для повышения производительности поточной линии предусмотрены два шпулярника (во время работы одного шпулярника на втором производится перезарядка шпуль). Шпули с металлическим кордом устанавливаются на шпуледержатели, которые расположены в несколько рядов.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Постоянство натяжения нитей (15—20 Н/нить) в процессе обрезинивания металлокорда, необходимое для сохранения равномерной плотности нитей в кордном полотне, обеспечивается тормозным устройством.
Металлические нити со шпуль шпулярника проходят ните-сборник и собираются в горизонтальные пучки, которые попадают на гладкий цилиндрический ролик, выводящий нити в единое горизонтальное полотно. Затем нити проходят распределительную гребенку, валик с канавками, где распределяются на определенном расстоянии друг от друга, т. е. с заданным шагом.
На некоторых металлокордных линиях перед шаговым валиком для равномерного натяжения металлических нитей устанавливают магнитные плиты. Шаговый валик с помощью механизма прижима с клиновым затвором, перемещаемым пневмоцилиндром, прижимает нити металлокорда к нижнему слою каландрованной резиновой смеси, расположенного на среднем валке каландра. Затем корд проходит между средним и верхним валками каландра, где он обрезинивается и прессуется. Питание каландра резиновой смесью осуществляется с агрегата из трех подогревательных вальцов (длина валка 2130 мм). При остановке агрегата шаговый валик отводится от среднего валка. При этом поддерживающий ролик, находящийся на уровне нижнего валка каландра, поднимается и отрывает корд от среднего валка.
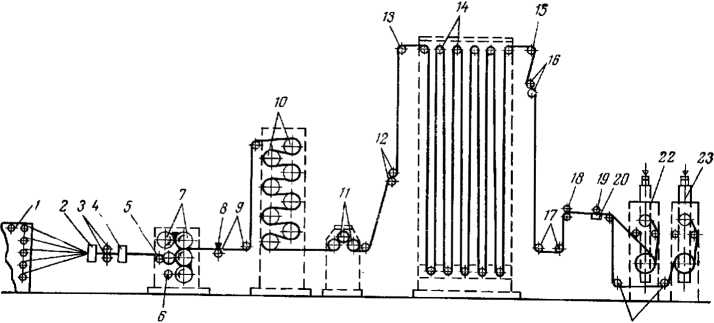
Рис. 1. Схема обрезинивания металлического корда на поточной линии ЛОМК-800-К:
1 — шлулярник; 2 — нитесборник; 3, 9, 13, 15, 17, 21— направляющие ролики; 4 — распределительная гребенка; 5 — шаговый валик с канавками; 6 — поддерживающий ролик; 7 — каландр; 8 — кромочные ножи; 10 — барабаны холодильной установки; 11 — натяжная станция: 12, 16 — центрирующие устройства; 14 — компенсатор; 18 — прижимно-натяжной валик; 19 — дисковый нож отрезного станка; 20 — плоский нож отрезного станка; 22, 23—закаточные станки.
Обрезинивание металлического корда марки 22Л15 производится до толщины 1,8 мм, а марки 40Л15— до 2,8 мм при рабочей скорости 8—24 м/мин; заправочная скорость каландра составляет 3 м/мин. Во время обрезинивания корда на каландре температура нижнего и выносного валков должна быть 75—85 °C, верхнего и среднего — 80—90 °C.
С каландра металлокордное полотно проходит кромочные ножи 8 и направляющие ролики. Ножи установлены так, чтобы с одной стороны полотна по выходе с каландра оставалась кромка резиновой смеси для стыковки полос металлокорда после раскроя. Далее металлокордное полотно поступает на восьмибарабанную холодильную установку, где охлаждается до 25—30 °C, и трехвалковую натяжную станцию, где обеспечивается постоянное натяжение.
Затем полотно последовательно проходит различные устройства. При этом обрезиненная металлокордная ткань отрезается на станке под углом 0° (при остановленном закаточном станке) дисковым ножом, находящимся на подвижной каретке и перемещающимся по плоскому ножу. Для создания во время работы беззазорного контакта между дисковым и плоским ножами на каретке предусмотрен пружинный амортизатор. Для удержания полотна от смещения во время резки служит пневматическое прижимное устройство. По окончании резки каретка находит на концевой выключатель и станок автоматически отключается. Разрезание полотна происходит при перемещении каретки в обе стороны. Для разрезания металлокордного полотна применяют также электровиброножницы.
В линии имеются два станка для закатки полотна на каретки. При обрезинивании широкого полотна используют один станок, а при обрезинивании узкого полотна (т. е. при работе ножа для продольной резки) —два станка. Обрезиненный металлокорд закатывается на закаточном станке в каретку или в рулон с полиэтиленовой пленкой (в качестве прокладочного материала). Натяжение при закатке 2,5—5,0 Н/нить. Каретки или рулоны по монорельсу подаются на раскрой.
При обрезинивании металлокорда образуются значительные остатки корда в шпулях в виде отрезков длиной до нескольких десятков метров. Для более полного использования остатков корда отрезки нитей соединяют с помощью электросварки.
При обрезинивании металлокорда не следует касаться движущихся нитей и концов металлокорда, электронагревательных ножей и механизмов при резке полотна корда.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Обрезинивание металлического корда"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы