Строй-Техника.ру
Строительные машины и оборудование, справочник
При изготовлении металлоконструкций возможны следующие схемы технологического процесса сборки и сварки:
1) последовательная сборка и сварка элементов, сборочных единиц и конструкции в целом;
2) сборка и сварка сборочных единиц, а затем сборка элементов, сборочных единиц и конструкции из сборочных единиц.
Точность конструкции при последовательной сборке и сварке достигается промежуточными операциями правки. Технологический процесс в данном случае менее производителен, так как ограничивается фронт работ и увеличиваются затраты труда на пригоночные работы. Данную схему применяют, в основном, при сборке и сварке металлоконструкций средней сложности.
По второй схеме изготовляют металлоконструкции в крупносерийном производстве или крупногабаритные конструкции мостовых, портальных, козловых и других кранов и изделий. Применение узловой сборки определяется объемом выпуска, ограниченностью грузоподъемных средств в цехе, трудностью кантования изделия, несоответствием железнодорожным габаритам. На специальных участках сборочные единицы получают лучшего качества и с проведением параллельных работ широким фронтом. Полностью негабаритное изделие из сборочных единиц в ряде случаев не собирают, ограничиваясь лишь выборочной контрольной сборкой. При контрольной сборке проверяют правильность изготовления стыкующихся частей и сборочных единиц и всей Машины и ее соответствие заданным техническим параметрам.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
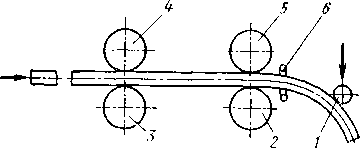
Рис. 1. Схема последовательности наложения сварных швов двутавровой балки:
а — последовательное положение балки при сварке поясных швов (I, II, III IV); б — сварка стеики двутавровых балок
Во время контрольной сборки все обнаруженные дефекты и отступления устраняют. Контрольная сборка гарантирует качество сборочных работ и облегчает их выполнение при монтаже. После контрольной сборки машину разбирают на сборочные единицы с соответствующей маркировкой. Иногда вместо контрольной сборки всей машины ограничиваются крупноузловой контрольной сборкой. При этом выполняют только плоскостную сборку и проверяют основные части и оси без полной пространственной их сборки и испытаний.
В сварных конструкциях сборочно-сварочные операции в большинстве случаев можно выполнять в различной последовательности, зависящей от конфигурации заготовки, сборочной единицы и выбранного способа сварки. Последовательность сварки и ее режимы, а также применяемое вспомогательное оборудование и оснастка при сборке конструкции существенно влияют на прочность и точность сварной конструкции.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Схемы технологических процессов сборки"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы