Строй-Техника.ру
Строительные машины и оборудование, справочник
В зависимости от сложности металлоконструкции, ее конфигурации, объема выпуска и способа сварки сборку можно производить по разметке, по первому изделию, на универсальных приспособлениях, по шаблону, на специальных или переналаживаемых стендах и приспособлениях. Сборку по разметке с применением простейших универсальных приспособлений применяют в единичном производстве.
Сборку по первому изделию применяют в мелкосерийном производстве, например, при изготовлении поясов для ферм, опор и т. п. с использованием простейших универсальных приспособлений.
Сборку на плитных настилах с пазами, снабженными упорами, фиксаторами и различными зажимными устройствами, применяют в мелкосерийном и серийном производствах при изготовлении однотипных, но разных по габаритам металлоконструкций.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Сборку при помощи шаблонов применяют в серийном производстве. Сборку на специальных или переналаживаемых стендах и приспособлениях применяют в серийном и массовом производстве.
Основными технологическими операциями сборки являются: сборка встык листовых и профильных элементов, сборка внахлестку, втавр, а также сборка продольных и кольцевых стыков обечаек и др.
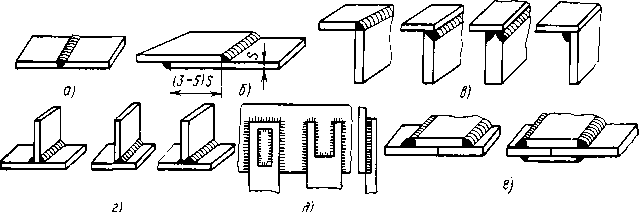
Рис. 1. Виды сварных соединений
Стыковые соединения являются наиболее распространенными вследствие того, что дают наименьшие напряжения и деформации при сварке. Однако они требуют более тщательной подготовки листов под сварку и точной подгонки друг к другу. Большое значение для качества сварки имеет соблюдение параллельности кромок, а также оставление зазора между свариваемыми кромками для облегчения провара нижних частей кромок. Превышение одной кромки над другой допускается не более 1 мм при автоматической сварке и 1,5—2 мм при ручной и полуавтоматической.
Сварку встык ведут как при разделке кромок, так и без разделки. Без разделки кромок можно соединять листы до 6 мм встык при односторонней и до 8 мм при двухсторонней сварке. При ручной сварке листы толщиной от 3 до 26 мм соединяют встык с односторонней разделкой одной или двух кромок. Листы толщиной 12—40 мм соединяют с двухсторонней разделкой кромок. Двухсторонняя разделка кромок имеет ряд преимуществ перед односторонней разделкой кромок, так как она позволяет уменьшить объем наплавленного металла почти в 2 раза, соответственно уменьшает расход электродов и электроэнергии при сварке и, кроме того, при сварке возникают меньшие коробления и остаточные напряжения. Поэтому желательно, если позволяют размеры изделия и его конструкции, листы толщиной 12 мм и выше соединять с двухсторонней разделкой кромок.
Соединения внахлестку (вид б) применяют при сварке сталей толщиной не более 10 мм электродуговой и до 3 мм роликовой и точечной контактной сваркой. При соединении внахлестку не требуется специальной обработки кромок, кроме обрезки. Сварка листов, должна вестись с двух сторон. Допустимый зазор между свариваемыми листами при автоматической сварке 1 мм, а при ручной и полуавтоматической 1—4 мм в зависимости от толщины листа.
Угловые соединения (вид в) применяют при сварке по кромкам листов, расположенных под прямым или иным углом. Сварку ведут как при’разделке кромок, так и без’разделки, с оставлением зазора между листами до 2 мм и без него.
Тавровые соединения (вид г) выполняют как с разделкой кромок, так и без разделки, сварку ведут с одной или двух сторон. При сварке листов с разделанными кромками для лучшего провара вертикального листа между вертикальным и горизонтальным листом оставляют зазор 2 мм. Разделку кромки с одной стороны листа делают в том случае, когда конструкция изделия не позволяет сваривать тавровое соединение с двух сторон.
Прорезные соединения (вид д) открытого или закрытого типа применяют, когда длина сварного шва внахлестку не обеспечивает достаточной прочности.
Соединения с накладками (вид е) применяют, когда их нельзя заменить стыковыми или нахлесточными соединениями; такое соединение требует дополнительного расхода металла на накладки.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Технология выполнения операций сборки и сварки металлоконструкций"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы