Строй-Техника.ру
Строительные машины и оборудование, справочник
Легковые диагональные покрышки собирают на индивидуальных полуплоских станках (СПП-66, СПК-8 и др.).
Подача деталей к сборочным станкам. Раскроенный и сквид-жеванный корд подается к питателям сборочных станков в валиках по подвесному конвейеру или на малых каретках по монорельсовому подвесному пути. Валики с кордом размещают на специальных стойках, на цепном конвейере (первичном питателе) или устанавливают непосредственно в основной питатель. С малых кареток корд подается прямо на бобины основного питателя или на сборочный барабан.
Подача корда в питатель осуществляется так, чтобы при сборке покрышек добиться перекрещивания нитей в рядом лежащих слоях: первый слой подают под левым, а второй — под правым углом, центрируя по лотку.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Подача корда с питателя на сборочный барабан осуществляется механизмом раскатки, состоящим из обрезиненного ролика и поджимных рычагов. После включения механизма раскатки бобина с прокладкой начинает вращаться и раскатывает бобину 2 с кордом, который подается через направляющий ролик и лоток на сборочный барабан. Для смены бобин поднимается фиксатор для включения привода, и кассета поворачивается на 1/6 оборота.
После израсходования обрезиненного корда с одного комплекта кассет питатель поворачивается на 180°. При этом новый комплект кассет располагается перед сборочным барабаном.
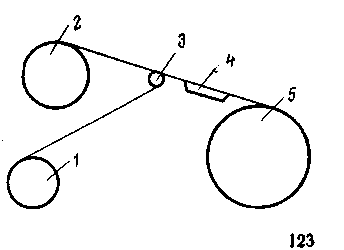
Рис. 1. Схема подачи корда с питателя на сборочный барабан:
1 — бобина с прокладкой; 2 — бобина с кордом; 3 — направляющий ролик; 4 — лоток; 5 — сборочный барабан.

Рис. 2. Сборочный станок СП П-66:
1 — средняя плита; 2, 5 — дополнительные барабаны; 3 — нижние прикатчики; 4 — сборочный барабан; 6 — левая станина; 7,9— бобины шестислойного питателя; 8 — турель (башня) питателя; 10 — правая станина; 11 — раскаточный ролик питателя; 12 — пульт управления; 13 — магнитная станция; 14 — правый механизм для обработки борта.
Протекторы, бортовые ленты и другие детали подаются к сборочным станкам при помощи конвейеров и транспортеров. Протектор укладывается на рольганг или лотки, монтируемые на сварной раме питателя. С помощью пневмоцилиндра рольганг перемещается на роликах направляющей рамы. Для перезарядки рольганга рама поворачивается на 90°.
Сборка легковых диагональных покрышек на станке СПП-66. На этом станке собирают легковые покрышки и бескамерные шины диагональной конструкции с посадочным диаметром 13“—16” на жестком металлическом барабане с неизменяющимися размерами.
Сборочный барабан складывают, через него протаскивают правое крыло и надевают на шпильки правого шаблона. Левая станина подается в рабочее (переднее) положение. Левое крыло надевают на шпильки левого шаблона. Затем барабан устанавливается в рабочее положение. После этого при включении соответствующего тумблера к сборочному барабану подводятся дополнительные барабаны для дублирования слоев корда по всей ширине.
При вращении барабана от педали «На себя» центральную часть сборочного барабана промазывают сухим клеем.
При наложении слоев корда на барабан включают тумблер «Подача лотка»; при этом корд с лотка питателя подается к барабану для закрепления на нем конца корда. При вращении барабана на один оборот на себя при помощи механизма накладывают первый слой корда и стыкуют внахлестку на 3—5 мм. Возвращают тумблер «Подача лотка» в исходное положение и нажимают кнопку «Смена бобин». Затем накладывают второй слой корда аналогично первому, но так, чтобы нити корда перекрещивались. Смещение слоев должно быть не более ±2 мм. Далее осуществляется прикатка слоев нижними прикатчиками 3 от середины к плечикам барабана. Сборочный барабан имеет две скорости — 50 и 150 об/мин.
При обработке бортовой части покрышки дополнительные барабаны отводят в исходное положение, а к сборочному барабану подводят механизмы обработки борта при включении тумблера «Механизмы вперед». Кольцевая обжимная пружина механизмов разжимается. При включении шаблонов с помощью рычажного механизма происходит обжатие слоев корда по плечикам сборочного барабана. Одновременно производится автоматическая посадка крыльев. Шаблоны отводятся в исходное положение. При помощи обжимной пружины слои корда завертываются на крыло и механизмы заделки борта отводятся в исходное положение. После этого борт покрышки прикатывают нижними прикатчиками.
Далее накладывают два слоя брекера при вращении барабана на себя от нижней педали и состыковывают внахлестку на 2—3 нити так, чтобы нити корда перекрещивались.
Бортовые ленты, предварительно промазанные на столе клеем, накладывают по меткам указателей. Концы их состыковывают внахлестку на ширину не более 5 мм. На кромки бортовых лент накладывают резиновую ленточку, после чего брекер прикатывают нижними прикатчиками.
С рольганга питателя протектор подают к барабану. Закрепляют конец протектора на барабане и, вращая барабан на себя, накладывают протектор. После обжатия протектора вручную его прикатывают нижними прикатчиками. Прикатка протектора производится под давлением 0,3—0,4 МПа по беговой части и 0,08— 0,10 МПа по боковинам (давление переключается автоматически в зависимости от толщины прикатываемой поверхности).
Далее производится заворот кромок бортовых лент по подошве и за носок борта, прикатка чефсрной ленты при давлении в при-катчиках 0,3 МПа и капроновой сетки — при давлении 0,5 МПа. Прикатчики отключаются и автоматически возвращаются в первоначальное положение после окончания прикатки. Затем левую группу механизмов отводят в заднее положение, нажимая на кнопку «Левая — назад». Включают валик с иглами и прокалывают пузыри в протекторе. Барабан складывают, снимают с него покрышку, наклеивают на нее рабочий номер, порядковый номер и маркировку, а затем отправляют на вулканизацию.

Рис. 2. Сборочный полуавтоматический станок СПК-8:
1, 3 валичные питатели; 2 — питатель для протекторов; 4 — основной сборочный барабан; 5, 8 — вспомогательные барабаны; 6 — пульт управления; 7 — шаблон для посадки крыльев; 9 —- наклонная плоскость для скатывания покрышек; 10 — опрессовочная диафрагма.
Производительность станка при сборке двухслойных покрышек составляет 18 шт./ч.
Сборка бескамерных легковых диагональных шин на станке СП П-66. Браслет герметизирующего слоя надевают на сложенный барабан и центрируют. Затем барабан разворачивается. После этого накладывают слои корда и другие детали так же, как при сборке покрышек. При этом бортовые ленты из обрезиненной капроновой ткани накладывают без вытягивания, тонким слоем смеси внутрь, а резиновые — под углом к барабану. Во время операции и при снятии шины со станка необходимо следить за тем, чтобы не был поврежден герметизирующий слой и не разошелся его стык. Собранную шину опрессовывают под давлением сжатого воздуха на специальном станке и отправляют на вулканизацию.
Сборка легковых диагональных покрышек на станке СПК-8. На полуавтоматическом станке СПК-8 на жестком металлическом барабане с изменяющимися размерами собирают двухслойные легковые покрышки из слоев обычной ширины и из уширенных слоев с посадочным диаметром обода 13—15”.
При подготовке станка СПК-8 к сборке покрышек корд подают в валичные питатели. Катушки с закатанными бортовыми лентами устанавливают в питатель и через компенсатор заправляют в направляющие лотки. Протекторы (до 13 штук), промазанные клеем, укладываются на лотки протекторного питателя беговой дорожкой вверх.
При сборке легковых покрышек на станке СПК-8 из слоев корда обычной ширины первое крыло надевают на правый шаблон механизма посадки. Затем при нажатии на педаль этот шаблон отводится в рабочее положение. Одновременно в рабочее положение подаются лотки с бортовыми лентами. Левое крыло надевают на левый шаблон, расположенный на обечайке опрессовочной диафрагмы. Бортовые ленты накладывают на барабан с одного оборота при вращении на себя. Концы бортовых лент обрезают ножницами и состыковывают на ширину 5—8 мм. Затем лотки бортовых лент возвращают в исходное положение.
При опускании лотка питателя накладывают первый слой корда на барабан за один его оборот. Обрезают слой необходимой длины горячим ножом с электрическим обогревом и стыкуют (ширина стыка 3—5 нитей). Затем производят смену бобин с кордом и накладывают на барабан второй слой корда аналогично наложению первого слоя. При этом нити первого слоя должны перекрещиваться с нитями второго слоя. Накладывают слой корда брекера так же, как каркаса. Далее слои корда освежаются бензином, а основной барабан разжимается. К плечикам разжатого барабана подходят шаблоны, сажая крылья на плечики барабана одновременно с двух сторон. После чего шаблоны автоматически возвращаются в исходное положение.
Вспомогательные барабаны разжимаются, заворачивают слои корда на крыло, прикатывая их пружинами, и отходят в исходное положение. Одновременно рольганг с протектором подаются в рабочее положение. Наложение протекторов осуществляется обычным способом.
Диафрагма подается в рабочее положение и опрессовывает покрышку в течение 3—4 с под давлением воздуха, после чего воздух из диафрагмы частично спускается. Основной и вспомогательные барабаны сжимаются. Опрессовочная диафрагма вместе с собранной покрышкой и шаблон посадки правого крыла возвращаются в исходное положение. Рычаги съемника зажимают борт покрышки. При следующем ходе диафрагмы на опрессовку покрышка вынимается из диафрагмы.
При сборке легковых покрышек на станке СПК-8 из уширенных слоев корда (т. е. удвоенной ширины) вспомогательные барабаны заворачивают слои корда на середину основного барабана, где их стыкуют внахлестку по короне.
Сборка покрышек из уширенных слоев корда для легковых автомобилей, мотоциклов, мотороллеров дает возможность уменьшить число деталей и операций, полностью механизировать и автоматизировать процесс, повысить производительность и получить экономию материалов (до 10—15%).
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Cборка легковых диагональных покрышек"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы