Строй-Техника.ру
Строительные машины и оборудование, справочник
Браслеты, являющиеся деталями покрышек, представляют собой кольцеобразные ленты, составленные из нескольких слоев обрезиненного корда, наложенных один на другой. В зависимости от конструкции покрышки различают каркасные и брекерные браслеты, которые собирают одинаковым способом. При сборке браслетов для большей прочности и жесткости диагональной покрышки нити основы корда в рядом лежащих слоях располагают почти под прямым углом крест-накрест.
Если браслеты изготовляют из слоев корда разной ширины, то у краев слои смещают относительно друг друга. Образующиеся ступеньки шириной 15—20 мм обеспечивают более плавный переход при сборке покрышек и предупреждают образование воздушных пузырей между деталями в покрышке.
При изготовлении браслетов из нескольких слоев одинаковой ширины слои корда также смещают относительно друг друга.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
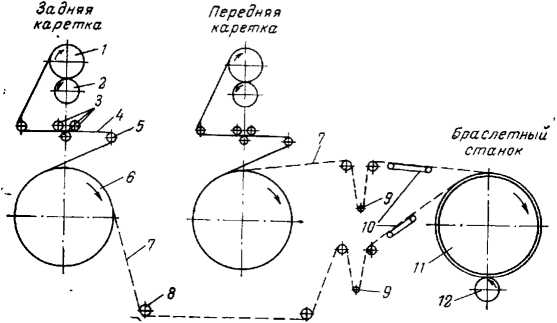
Рис. 1. Схема сборки браслетов на барабанном станке:
1 — верхний валик каретки; 2 — фрикционный ролик; 3 — тканеправитель; 4 — прокладочная ткань; 5, 8 — направляющие ролики; 6 — нижний валик каретки; 7 — обрезиненный корд; 9 — включатель; 10 — рама питателя; 11 — барабан; 12 — прикатчик.
В этом случае с одной стороны браслета ступенька получается снизу, а с другой — сверху.
Двухслойные браслеты обычно не имеют ступенек. Браслеты изготовляют на барабанных и универсальных браслетных станках.
Сборка браслетов на барабанном станке. Основная рабочая часть станка — сменный барабан. Длина окружности этого барабана должна быть равна внутренней длине браслета. Поэтому на каждом станке изготовляют браслеты определенной длины.
Для сборки двух- и трехслойных браслетов применяют браслетные станки с одинарным питателем (две каретки), а для сборки четырехслойных браслетов и браслетов с большим числом слоев — браслетные станки с двойным питателем (четыре каретки, передвигаемые парами на тележке).
Сборка браслетов производится следующим образом. Первый слой корда с передней каретки левым углом накладывают на барабан, который проворачивают на один оборот. Когда корд расположится по всей окружности барабана, его отрывают горячим ножом с электрообогревом. Оторванный край помещают на раму питателя. Концы слоя корда стыкуют внахлестку на барабане. Затем на барабан накладывают правым углом слой корда с задней каретки так, чтобы образовались ступеньки.
Второй слой корда отрывают и стыкуют так же, как первый. После этого с помощью прикатчика прикатывают слой корда и получают двухслойный браслет.
При изготовлении трех- и четырехслойных браслетов предварительно передвигают двойной питатель станка так, чтобы вторая пара кареток установилась против браслетного барабана. Затем последовательно накладывают третий и четвертый слои корда на барабан, отрывают их, стыкуют и прикатывают.
Когда браслет собран, из отверстий, имеющихся на поверхности барабана, подается сжатый воздух. Под его давлением браслет отходит от барабана, затем его снимают и навешивают на полки конвейера, подающего браслеты на сборку покрышек.
При работе на барабанном браслетном станке нельзя передвигать питатель во время его перезарядки. При заправке прокладочного полотна на верхний валик каретки и при подаче корда к станку следует соблюдать осторожность, чтобы руки не затянуло в прокладку или корд.
Сборка браслетов на универсальном станке. Универсальные станки входят в состав браслетного агрегата. Раскроенные полосы обрезиненного корда с диагонально-резательных машин прямым потоком подаются по системе транспортеров к браслетным агрегатам. Прослойки из резиновой смеси подают к агрегату закатанными в рулоны с прокладочным полотном и устанавливают на специальные штанги прослоенного станка.
На отдельном столе производят стыковку и заготовку полосы корда по длине для первого слоя браслета. Подготовленный слой подают к универсальному браслетному станку, на котором можно собирать браслеты различной длины. Для других слоев полосы корда стыкуют на транспортере. Далее корд и прослойка проходят между дублирующими валиками, при этом прослойка накладывается на корд. Освободившееся прокладочное полотно закатывается на свободную бобину. Затем сквиджеванный корд проходит компенсатор и прямым потоком подается к универсальному браслетному станку.
Первый слой корда снимают со стойки, заправляют левым углом на стол браслетного станка и стыкуют в виде кольца. Далее с прослоенного станка берут другую полосу корда, дублированную с прослоечной резиной, накладывают на первый слой правым углом и продолжают сборку браслета так же, как на барабанном станке. Слои прикатывают эластичным прикатчиком при перемещении их с помощью приводного валика станка. По окончании сборки готовый браслет снимают со станка и навешивают на конвейер, подающий их на сборку автопокрышек.
Производительность барабанных станков выше, чем универсальных, их удобнее обслуживать и качество получаемых браслетов лучше.
Для крупногабаритных покрышек (КГП) при сборке браслетов из слоев каркаса применяют универсальные браслетные станки ленточного типа. Например, один из станков имеет ширину стола 3810 мм, что позволяет собирать браслеты длиной окружности 3302—5451 мм. Станок оснащен валиковым питателем для резиновых прослоек шириной до 1500 мм. Кроме того, предусмотрено устройство для подъема браслетов массой до 200 кг. Собранный браслет с помощью приспособления для съема снимается с браслетного станка и укладывается на тележку, где хранится с прокладкой, предотвращающей слипание внутренней и наружной поверхностей.
При сборке браслетов нельзя допускать совпадения и перекрещивания стыков корда в рядом расположенных слоях. Широкие стыки, складки, перекосы ступенек, параллельное расположение нитей корда в рядом лежащих слоях и другие дефекты ослабляют каркас покрышки, могут привести к расслоению каркаса при вулканизации и вызвать преждевременный выход ее из строя.
Особенно внимательно нужно проверять ширину слоев корда, чтобы не получились чрезмерно узкие или широкие браслеты.
Покрышка, собранная из слишком узких браслетов, может после вулканизации иметь дефект — «узкий борт». Чрезмерно широкие браслеты во время сборки покрышек приходится обрезать, в результате чего уменьшается производительность сборочных станков и увеличиваются отходы обрезиненного корда.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изготовление браслетов для диагональных покрышек"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы