Строй-Техника.ру
Строительные машины и оборудование, справочник
Основными операциями производства крыльев являются изготовление бортовых колец и наполнительного шнура, обертка бортовых колец и сборка крыльев.
Изготовление бортовых колец с параллельным расположением проволок на кольцеделательном агрегате. Перед пуском в производство стальную латунированную проволоку рихтуют для снятия остаточного напряжения в металле проволоки. С этой целью проволоку перематывают на специальной установке на шпули. Хорошо рихтованная проволока легко свертывается в кольцо диаметром не менее 1,0—1,5 м. Плетенку очищают от ржавчины, масляных пятен и других загрязнений на специальном станке, протаскивая ее между вращающимися проволочными щетками. Благодаря очистке повышается прочность связи плетенки с резиной.
Схема процесса изготовления бортовых колец на кольцеделательном агрегате АКД-70/1300 приведена на рис. 1. Проволока со шпуль шпулярника (или катушек) последовательно проходит через выпрямительно-выравнивающее устройство, электронагреватель 3, червячную машину холодного питания с Т-образной головкой 4 для обрезинивания. В головке червячной машины проволока покрывается резиновой смесью и образует ленту.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
По выходе из головки машины проволока или плетенка для предупреждения подвулканизации охлаждается водой в ванне и обдувается сжатым воздухом для удаления влаги. Пройдя протягивающие барабаны, компенсатор и направляющие шкивы, обрезиненная проволока (плетенка) наматывается на кольцевой шаблон кольцеделательного автомата и прикатывается роликом. После намотки на шаблон определенного числа витков (трех-семи) проволоки или плетенки конец ее автоматически обрубается молотком с лезвием. Далее замок шаблона открывается и бортовое кольцо снимается с шаблона. Для повышения производительности применяют многопоточные (двух-, трех-, четырехручьевые) кольцеделательные агрегаты.
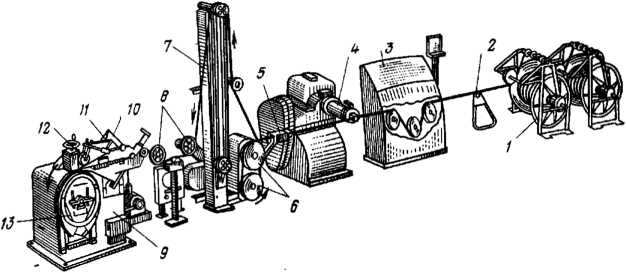
Рис. 1. Агрегат для изготовления бортовых колец:
1 — катушка; 2 — выравнивающее устройство; 3 — электронагреватель; 4— головка червячной машины; 5 — ванна; 6 — протягивающие барабаны; 7 — компенсатор; 8 — направляющие шкивы; 9 — кольцеделательный автомат; 10 — молоток; 11 — лезвие молотка; 12— прикаточ-ный ролик; 13 — кольцевой шаблон.
Стык бортового кольца подвулканизовывают на полуавтоматическом станке или плотно обертывают вручную полоской обрезиненной бязи.
На полуавтомате ИЖ-25162 с 18 пресс-формами с электрическим обогревом бортовое кольцо укладывают в нижнюю половину пресс-формы при вращении стола.
Во время закладки кольца необходимо соблюдать осторожность во избежание ожога рук пресс-формой. Немедленный останов стола производится аварийным выключателем. В дальнейшем закрытие пресс-формы, подвулканизация стыка колец при температуре 180 °C в течение 1 мин, раскрытие форм и выгрузка колец осуществляются автоматически. Из пресс-формы кольца выгружаются на отборочное приспособление, затем они навешиваются на стойку, где проверяется качество подвулканизации стыка. Годные кольца отправляются на оберточные или крыльевые станки. Они должны иметь допуски по ширине и толщине (высоте) ±0,5 мм.
Кольца с недовулканизованными стыками (вследствие понижения температуры вулканизации) подвулканизовывают вторично. При выпадении из стыка отдельных проволок вследствие неправильной закладки кольца в форму стык обертывают бязевой ленточкой.
Бортовые кольца для крупногабаритных покрышек изготовляют на кольцеделательном агрегате из стальной латунированной ленты сечением 0,8X14 мм в 35 слоев в две пряди. Бортовые кольца из стальной необрезиненной ленты изготовляют на кольцеделательном агрегате, оборудованном специальной раскаточной стойкой.
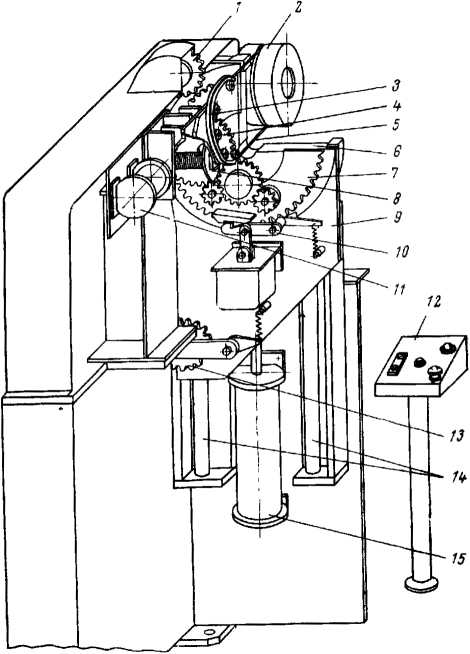
Рис. 2. Станок для изготовления витых колец:
1 — звездочка приводная; 2 — диск ведущий; 3 — полудиск натяжной с роликами; 4 — шестерня; 5— витое кольцо; 6 — обойма; 7 — звездочка передаточная; 8— шпуля; 9 — плита;. 10— фиксатор; 11— пневмо цилиндр полудиска натяжения; 12 — пульт управления; 13— звездочка натяжения; 14 — направляющие; 15 — пневмоцилиндр подъема.
Слои ленты в бортовом кольце скрепляются скобами из мягкого металла (Ст. 3). По периметру кольцо продольно оборачивается резиновой лентой.
Изготовление спиральновитых бортовых колец из одиночной необрезиненной проволоки. Проволока с катушки наматывается на шпули. Шпуля с проволокой надевается на кронштейн станка ПК-А-22 для изготовления витых бортовых колец. Конец проволоки протягивается через центральное отверстие шестерни, охватывает головку ведущего диска и рамки полудиска натяжения, обвивает их 1,5 витками проволоки. Затем проволока откусывается, и ранее собранное кольцо снимается. При закреплении конца проволоки на станке резиновой или бязевой лентой образуется сердечник кольца. Включают пневмоцилиндр, который отводит полудиск натяжения влево, и сердечник кольца натягивается. Далее включают станок и производится навивка кольца. Затем витое кольцо переводится в положение съема и ослабляется. Кольцо снимают со станка и конец проволоки на кольце закрепляют резиновой или бязевой лентой. На этом станке обеспечивается равномерная свивка колец, точность их изготовления по диаметру ±0,5 мм, производительность 80 шт./ч.
Обертка бортовых колец. Бортовые кольца подвергают спиральной или продольной обертке лентой из обрезиненной бязи или резиновой смеси. Спиральная обертка колец обеспечивает большую прочность и плотность бортов покрышки. Для изготовления лент обрезиненную бязь раскраивают на широкие полосы на диагонально-резательном агрегате под углом 45° и стыкуют. Далее стыкованные полосы прямым потоком поступают к продольно-резательной машине, где раскраиваются в продольном направлении на ленты шириной 50—150 мм — для продольной обертки. Затем на транспортере их разрезают по меткам на заготовки определенной длины, которые поступают к оберточным станкам, установленным вдоль транспортера.
Раскрой широких полос бязи и каландрованной резиновой смеси (в рулонах) на оберточные ленты шириной 15—20 мм для спиральной обертки осуществляется на специальном станке. Обрезиненная бязь или каландрованная резиновая смесь в валиках выдерживается в течение суток для снижения липкости. Затем валики перекатываются для отделения прокладки в рулоны диаметром 100—150 мм. Полученный рулон разрезается дисковым ножом на станке на ленты шириной 15—20 мм. Одновременно на станке получают 12 лент, что позволяет повысить производительность труда на станке по сравнению с работой на продольно-резательной машине и добиться экономии материалов.
Спиральная обертка бортовых колец. Катушку с резиновой или бязевой лентой устанавливают на намоточную шестерню, которую с помощью маховика располагают так, чтобы ее пазы совпадали с пазами корпуса наматывающего механизма. Бортовое кольцо пропускают через паз корпуса наматывающего механизма и устанавливают на приводные ролики между стержнями направляющей стойки. При нажатии рукоятки воздушного клапана прижимные ролики опускаются на внутреннюю поверхность кольца, прижимая его к приводным роликам. Затем конец оберточной ленты прикрепляют к бортовому кольцу и плавным нажатием на пусковые кнопки запускают станок. Когда бортовое кольцо сделает один оборот, лента, с катушки полностью обернет его по спирали. В конце обертки электродвигатель отключают. Обернутое кольцо снимают со станка и, проверив его качество, навешивают на стойку.
При продольной обертке бортовых колец используют наполнительные шнуры из резиновой смеси для придания монолитности крыльям. Шнуры изготовляют на каландре с профильным валком, имеющим канавки, или на червячной машине холодного питания МЧХ-125 с питателем.

Рис. 3. Схема спиральной обертки бортовых колец:
1, 4 — приводные ролики; 2, 5 — прижимные ролики; 3 — бортовое кольцо; 6 — оберточная лента; 7 — катушка с оберточной лентой; 8 — корпус наматывающего механизма.
К головке машины прикрепляют планку с отверстиями, соответствующими профилю выпускаемого шнура.
Профилированные шнуры отбирают на транспортер, с которого укладывают в тележки-книжки.
Бортовое кольцо закладывают в углубление дисков оберточного станка и оттягивают кольцо на себя. Затем рукоятку замка на станке опускают, при этом ролики кронштейна прижимаются к бортовому кольцу. Конец ленты обрезиненной бязи заправляют под бортовое кольцо, а резиновый шнур вставляют в направляющее отверстие для накладывания на бортовое кольцо. Нажимом педали пускают станок на один неполный оборот, пока не покажется обернутый участок кольца. После этого останавливают станок, оба конца шнура соединяют на кольце встык и обрезают ленту бязи под углом так, чтобы ширина нахлестки была равна 5— 10 мм. Затем станок пускают до полной прикатки стыка, поднимают откидной кронштейн, снимают обернутое бортовое кольцо и навешивают его на стойку. Бязевая лента должна плотно облегать бортовое кольцо с резиновым шнуром без отслоений и складок, а резиновый шнур не должен смещаться с поверхности кольца.
Сборка крыльев. Крыльевые ленты изготавливают из обрезиненного корда или чефера так же, как ленты из бязи. С продольнорезательной машины они при помощи валиков транспортируются к крыльевым станкам, к которым подаются также бортовые кольца и наполнительные шнуры.
Сборка крыльев зависит от способа обертки бортовых колец. На рис. 4 показан станок для сборки крыльев с применением бортовых колец со спиральной оберткой. При отведенном в сторону левом прикаточном ролике в раскрытый крыльевой станок вставляют бортовое обернутое кольцо. При помощи одной рукоятки опускают ролики механизма натяжения кольца. Затем при помощи другой рукоятки опускаются прикаточные диски так, чтобы бортовое кольцо расположилось между роликами этого механизма. После этого смыкают прикаточные диски и, положив конец наполнительного шнура на бортовое кольцо, включают привод, а шнур направляют между щеками, где диски с обеих сторон прикатывают шнур к вращающемуся кольцу. После того как кольцо совершит 1/4 оборота, под него закладывают конец крыльевой ленты. Плавным нажатием на педаль включают привод, и лента, двигаясь вместе с кольцом, обертывает его и наполнительный шнур. Когда начало шнура подойдет к прикаточным дискам, останавливают станок, срезают шнур под углом и концы точно стыкуют по срезу. Снова пускают станок и, когда обернутая часть кольца подойдет к прикаточным дискам, станок отанавливают и крыльевую ленту срезают так, чтобы ширина нахлеста была равна 5 м. Затем включают станок, чтобы и стык крыльевой ленты прошел через прикаточные диски. Останавливают станок, поднимают ролики механизма натяжения и прикаточные диски, открывают станок, снимают готовое крыло и навешивают на стойку или конвейер, подающий крылья к станкам.
Рис. 4, Станок для сборки крыльев с применением бортовых колец со спиральной оберткой:
1 — бортовое кольцо; 2 — ролики механизма натяжения кольца; 3 — прикаточный ролик; 4 — направляющий ролик; 5 —- сошник; 6 — барабан с нарезкой; 7 — прикаточные диски; 8— щеки; 9 -наполнительный шнур; 10 — крыльевая лента.
На рис. 5 показан станок для сборки крыльев с применением бортовых колец с продольной оберткой. Вначале бортовое кольцо надевают на барабан станка так, чтобы оно расположилось между ребордами диска. Затем вручную оттягивают бортовое кольцо и закрывают замок, подняв его рукоятку вверх до отказа. Кольцо зажимается между роликом кронштейна и роликом. После этого заправляют конец полоски обрезиненного корда или чефера под бортовое кольцо (острым углом влево) и нажатием на ножную педаль пускают станок. В дальнейшем проводятся те же операции, что при сборке крыльев с применением спирально обернутых бортовых колец.
При сборке бортовых колец и крыльев нельзя применять плохо обрезиненную ткань и допускать образование складок, загрязнения ткани, расхождение стыков шнура, чрезмерно большой стык крыльевой ленты и их перекосы. В готовом крыле крыльевая лента должна плотно облегать бортовое кольцо, воротник крыла не должен иметь расслоений, ширина ступеньки воротника равна 5—7 мм.
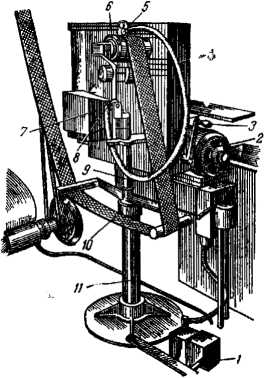
Рис. 6. Станок для сборки крыльев с применением бортовых колец с продольной оберткой:
1 — педаль; 2 — электродвигатель; 3 — рукоятка замка; 4~ бортовое кольцо; 5, 8 — ролики; 6 — барабан; 7—откидной кронштейн; 9 — направляющий стержень; 10 — полоска корда или чефера; 11 — станина.
Изготовление бортовых лент. Для диагональных камерных шин бортовые ленты изготовляют из обрезиненного чефера, а для бескамерных— из капроновой сетки.
Раскрой обрезиненной ткани для бортовых лент производится так же, как для крыльевых. После продольно-резательной машины ленты последовательно проходят направляющие планки и гребенки. При этом ленты шириной 60 мм накладываются на ленты шириной 115 мм. Затем специальным роликом ленты прикатываются и на закаточном устройстве закатываются в валик с прокладкой. Валик с бортовыми лентами подают к сборочным станкам.
На некоторых заводах бортовые ленты после продольно-резательной машины поступают на специальный станок, где раскраиваются по заданной длине под углом 45°. Бортовые ленты из резиновой смеси определенных размеров и профилей выпускают на червячной машине и по две штуки закатывают на валики, которые подают к питателям сборочных станков.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изготовление крыльев и бортовых лент"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы