Строй-Техника.ру
Строительные машины и оборудование, справочник
Червячные колеса делают составными из чугунной ступицы и бронзового венца и собирают на болтах или прессовой посадке с последующим стопорением. Заготовки для ступиц червячных колес отливают в песчаную или в металлическую форму. Заготовку венца получают обычно центробежной отливкой.
Вначале ступицу и венец раздельно обрабатывают по поверхностям сопряжения. Ступицу обрабатывают на револьверном или токарном станке за два установа. Венец растачивают на токарном или токарно-карусельном станке. Ступицу и венец, сопрягаемые по посадке с натягом, собирают (после нагрева венца) на прессе с использованием оправки.
Обработка в собранном виде включает две токарные или токарно-карусельные операции и протягивание шпоночного паза в отверстии. При обтачивании обода колеса канавку небольшого радиуса обрабатывают фасонным резцом. При радиусе менее 35 — 40 мм фасонный резец делают на весь профиль; при большем радиусе предварительное точение осуществляют двумя резцами (для левой и правой части выточки) и чистовое — одним резцом на весь профиль. Выточки большего радиуса обрабатывают проходным резцом при подаче по окружности заданного радиуса, сообщаемой резцу с помощью приспособления с червячной передачей.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
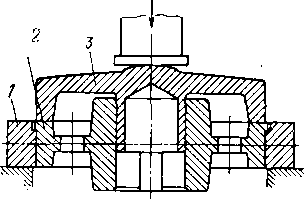
Рис. 1. Промежуточная сборка червячного колеса
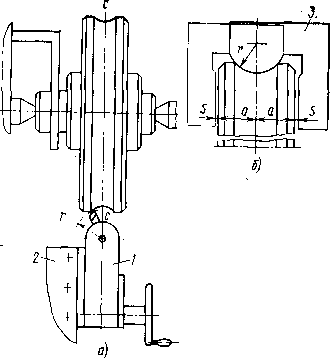
Рис. 2. Схемы обработки обода червячного колеса (а) и контроля (б) после обработки
В универсальном приспособлении (галтельном) для обработки поверхности по дуге окружности при ручном вращении червяка, приводится во вращение червячное колесо, а вместе с ним и резцедержавка с оси вращения червячного колеса так, что его вершина перемещается по дуге окружности заданного радиуса.
На рис. 2. приведена схема обработки обода червячного колеса с помощью несложного специального приспособления, устанавливаемого на суппорте токарного станка в резце державке. При вращении маховичка, установленного на хвостовике червяка, приводится во вращение червячное колесо и сидящее на одной оси с ним коническое колесо; находящееся с ним в зацеплении второе коническое колесо вращает резец; вылет г резца предварительно регулируется по шаблону. На этой операции, кроме заданных радиуса г и диаметра по дну выточки, обеспечивается симметричное расположение торцов заготовки относительно средней плоскости с — с колеса (равенство размеров а до обоих торцов). Для этого при подрезании торцов колеса применяют кантующийся шаблон и щуп заданной толщины для проверки равенства зазоров s с обеих сторон.
Это свойство заготовки позволяет при сборке использовать торцовые поверхности в качестве измерительных баз для обеспечения требования точности расположения оси червяка в средней плоскости колеса в собранной передаче. Обработка заготовок после сборки, включая радиусную выточку на ободе, может быть выполнена на токарном станке с программным управлением, аналогично обработке втулки зубчатой муфты со сферической формой обода.
Зубья червячных колес при серийном изготовлении нарезают на зубофрезерных станках при помощи червячных фрез. Обрабатывают зубья методом радиальной или тангенциальной подачи.
Червячная фреза для работы с радиальной подачей имеет форму и размеры сопряженного червяка пары. При обработке зубьев радиальная подача червячной фрезы прекращается тогда, когда фреза займет в отношении червячного колеса положение сопряженного червяка.
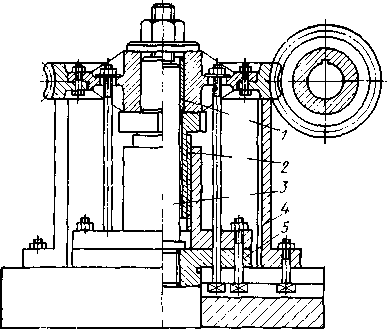
Рис. 3. Установка крупногабаритного червячного колеса в групповом приспособлении
Червячная фреза для работы с тангенциальной подачей имеет участок со срезанными вершинами витков. Фрезу устанавливают на размер межосевого расстояния заранее, при касательной подаче она постепенно входит в зацепление. Для обработки методом тангенциальной подачи зубофрезерный станок должен иметь протяжной суппорт (универсальная принадлежность станка).
При методе радиальной подачи производительность труда выше, но точность обработки ниже и получаемая шероховатость поверхности выше, чем при методе тангенциальной подачи. Точность снижается по ряду причин. При радиальной подаче одни и те же зубья выполняют и грубую, и чистовую обработку. Вследствие уменьшения диаметра фрезы при переточках изменяется угол подъема нитки и теоретический профиль зуба нарезаемого колеса искажается. Источником погрешностей служит также выключение радиальной подачи фрезы в момент достижения нужного межосевого расстояния с колесом и связанные с работой по упору погрешности настройки и упругие отжатия.
В любом случае размерной настройки операции зубофрезеро-вания необходимо обеспечить расположение оси червячной фрезы в средней плоскости колеса и совместить ось базового отверстия с осью вращения стола. При установке червячного колеса большого размера следует обращать внимание на жесткость крепления. Центрируется колесо оправкой, фланец которой, однозаходными фрезами обычной точности; для колес 7-й и 6-й степеней точности применяют червячные фрезы со шлифованным зубом и для них не допускается большое число переточек в связи со снижением точности по профилю и шагу. При настройке операции предъявляются жесткие требования к радиальному биению фрезы и заготовки.
Для снижения трудоемкости зубофрезерования при больших модулях червячных колес выделяется операция предварительного нарезания зубьев. Эта операция выполняется двухзаходной червячной фрезой или дисковой фрезой (при методе деления). Крупногабаритные червячные колеса в единичном производстве нарезают на зубофрезерном станке летучим резцом методом тангенциальной подачи. Резец соответствующего профиля, установленный в оправке, занимает положение зуба червяка на заданном межосевом расстоянии. В этом случае обработка выполняется простым и дешевым инструментом, но при значительном повышении трудоемкости.
В свою очередь, центрируется в выточке стола станка; переходная втулка соответствует диаметру отверстия в колесе. Обод колеса опирается на стойки, имеющие одинаковую высоту; под ступицу подводится дополнительная опора в виде резьбовой втулки. Червячные колеса малого диаметра не требуют опоры по ободу и нарезаются при базировании на оправке со шпонкой и креплении гайкой на резьбовом хвостовике оправки.
Для зубьев на бронзовых венцах абразивная обработка не допускается. Поэтому требуемая точность червячных колес должна быть достигнута применением соответствующих методов зубонарезания. Червячные колеса 8-й степени точности нарезают
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изготовление червячных колес"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы