Строй-Техника.ру
Строительные машины и оборудование, справочник
Изготовление варочных камер. Варочная камера служит для обогрева, прессовки и охлаждения покрышки во время вулканизации. Она представляет собой толстостенную кольцевую трубку с сердечником — утолщением по ободной части. Для подачи внутрь перегретой и холодной воды на сердечнике варочной камеры смонтирован резиновый вентиль, называемый манжетой.
Варочная камера при вулканизации подвергается растяжению, сжатию и нагреванию, поэтому она должна быть эластичной и теплостойкой. Сердечник варочной камеры должен быть жестким, так как он способствует опрессовке бортовой части покрышки.
Число циклов вулканизации, которое выдерживает варочная камера (до выхода ее из строя), называется ходимостью (оборачиваемостью). Ходимость варочных камер должна составлять не менее 120 циклов. Варочные камеры, изготовленные из резины на основе бутилкаучука, имеют ходимость в 1,5 раза большую, чем из резины на основе НК. Варочные камеры изготовляют методами шприцевания или склеивания из каландрованной смеси.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Методом шприцевания заготовки варочных камер выпускаются на червячных машинах холодного и горячего питания в виде трубки с сердечником (при установке в головке машины дор-на и мундштука определенных размеров). Шприцованную резиновую трубку разрезают на рукава заданной длины, проверяют по размерам и массе, охлаждают в проточной воде (в ванне) в течение 4 ч. Затем рукава укладывают на стеллажи и обдувают сжатым воздухом для удаления влаги с внутренней и наружной поверхностей. Для полноты усадки рукава хранят на стеллажах в течение 6—24 ч.
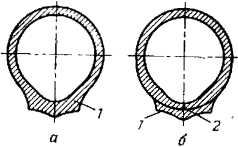
Рис. 1. Поперечные разрезы варочной камеры, изготовленной на червячной машине (а) и скленной из листовой резины (б):
1 — сердечник; 2 — стык
Концы рукава зажимаются в матрицах, стыковка происходит при давлении 0,45—0,50 МПа в течение 2—3 мин. Камеру снимают со станка и обрезают выпрессовки по стыку. Для повышения прочности стыка на него с беговой стороны и частично на боковины наклеивают ленточку обрезиненного чефера шириной 80—90 мм.
Затем варочную камеру надевают на шаблон, поддувают сжатым воздухом до требуемых размеров, в отверстие вставляют заглушку (пробку) и выдерживают в поддутом состоянии в течение 1—2 ч. Камеры вулканизуют в индивидуальных вулканизаторах или автоклавах. Внутренняя поверхность пресс-формы вулканизатора не имеет гравировки и соответствует наружному профилю варочной камеры. Вначале в варочную камеру подается пар при. температуре 158°С под давлением 1,0—1,2 МПа в течение 5— 10 мин, а затем — перегретая вода с температурой 165—180 °C и давлением не менее 2,0 МПа для обогрева и прессования в течение 32—45 мин. На спуск перегретой воды и открывание пресса затрачивается 4—5 мин. Общий цикл вулканизации 41—60 мин.
Вулканизованную варочную камеру, имеющую дефекты: выпрессовки или недопрессовки по всей поверхности, шлифуют на станке наждачным камнем, осматривают и проверяют на герметичность поддувкой воздуха под давлением 0,15 МПа.
Процесс изготовления варочных камер методом шприцевания более производителен, чем склеиванием, но он имеет недостатки— неудовлетворительное качество стыка и трудоемкость стыковки. Поэтому на ряде шинных заводов многослойные клеевые варочные камеры изготовляют следующим образом. Из теплостойкой каландрованной резиновой смеси толщиной 1,5—2,0 мм делают внутреннюю часть камеры (камеру-дорн) толщиной 5—6 мм с резиновым вентилем и вулканизуют ее. После шероховки по внутреннему кольцу камеры-дорна наклеивают основание сердечника, выпущенного на червячной машине. Затем камеру-дорн закрепляют на раздвижном патроне специального станка и на нее наклеивают необходимое число слоев каландрованной резиновой смеси, поступающей с валика, установленного на питателе станка. Подготовленную варочную камеру вулканизуют по обычному режиму.
Ремонт варочных камер. Для повышения ходимости варочные камеры подвергают общему и местному ремонту до трех и более раз. При общем ремонте поверхность камер обрабатывают на ше-роховальном станке, наклеивают один или два листа каландрованной смеси толщиной 2 мм и прикатывают роликом, а иногда только подшлифовывают для удаления шероховатости. При местном ремонте, где имеются утонения или повреждения, наклеивают заплаты, заменяют вентиль и т. д. После ремонта варочные камеры вулканизуют.
Основные виды брака варочных камер: внутренние трещины по боковине (провал) и старение в результате окисления резины при работе в условиях высоких температур, приводящее к потере прочности и эластичности и увеличению профиля. Для уменьшения внутренних трещин по боковине необходимо изготовлять варочные камеры из более теплостойких и эластичных резин.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изготовление и ремонт варочных камер"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы