Строй-Техника.ру
Строительные машины и оборудование, справочник
Резиновая диафрагма представляет собой бочкообразный цилиндр с отверстиями по торцам. При монтаже диафрагмы в форматор-вулканизатор отверстия герметически закрываются уплотнительными дисками. При этом верхний край диафрагмы зажимают между верхним диском и верхним центрирующим кольцом. Нижний край диафрагмы зажимают между нижним диском и нижним бортовым кольцом.
В процессе эксплуатации диафрагма находится под воздействием высокой температуры (160—190 °C) и может деформироваться. В связи с этим диафрагма должна обладать высокой эластичностью, прочностью и температуростойкостью. Поэтому диафрагмы для форматоров-вулканизаторов изготовляют из резиновых смесей на основе бутилкаучука; это обусловливает их высокую ходимость (до 200—250 варок). Заготовки для диафрагм в виде пластин прямоугольной формы (сечением 60X80 мм и др.) выпускают на червячных машинах при скорости шприцевания до 2 м/мин. Выходящую из машины пластину принимают на транспортер, охлаждают в ванне водой и разрезают на заготовки заданной длины и массы с точностью ±0,1 кг с учетом усадки при хранении. Годные заготовки снимают с отборочного транспортера, заворачивают в полиэтиленовые пленки для предохранения от загрязнения и укладывают на стеллажи.
Для литья и вулканизации диафрагм размером до 320—508 мм применяют рамные гидравлические прессы с прессовым усилием 4 и 8 МН, а при размере диафрагм до 15,00— 20 и более — автоклавы.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
В нижнюю полуформу пресс-формы закладывают серийный номер и заготовку для диафрагмы. Затем опускают сердечник при помощи верхнего вспомогательного цилиндра и поднимают стол — нижнюю траверсу, на которой укреплена нижняя полуформа. По окончании подъема стола на сомкнутые упоры под главный плунжер подается масло. Главный плунжер передвигается вверх, создавая рабочее прессовое усилие. Под действием высокой температуры и прессового усилия резиновая смесь затекает в щелевидный канал между сердечником и полуформами и заполняет свободный объем между ними. В конструкции пресс-форм для диафрагм предусмотрены запрессовочные канавки, благодаря которым контролируют окончание заполнения пресс-формы резиновой смесью.
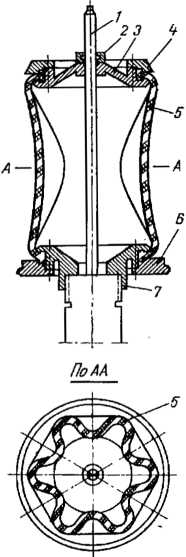
Рис. 1. Схема диафрагмы в сжатом состоянии:
1 — шток цилиндра управления диафрагмой; 2 — закрепительный хомутик; 3, 7 — верхний и нижний уплотнительные диски; 4 — верхнее центрирующее кольцо; 5 — диафрагма; 6 — нижнее бортовое кольцо.
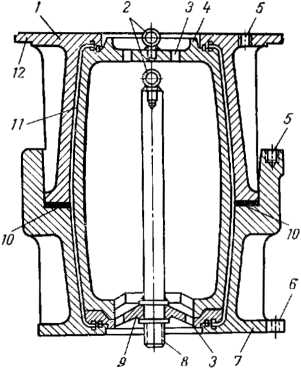
Рис. 2. Пресс-форма для изготовления диафрагм:
1, 7 — верхняя и нижняя полуформы; 2 — рым-болты для захвата; 3 — отверстие для прохождения пара; 4 — сердечник; 5 — резьбовые отверстия под рым-болты; 6 — отверстия для крепления полуформы к столу автоклава; S — стержень; 9 — зажимной диск; 10— резиновая смесь; 11— канал между сердечником и полуформами; 12 — фланец для подвешивания полуформы.
По достижении давления 20,0 МПа включается реле времени и контактный манометр, двигатель насосов отключается, и начинается процесс вулканизации диафрагмы.
Для вулканизации диафрагм в паровое пространство пресс-формы и сердечника подается пар давлением 1,6 МПа. Диафрагмы вулканизуют в прессах при 175 °C в течение 45—75 мин. По
окончании вулканизации пресс открывают, диафрагмы снимают с сердечника, охлаждают и проверяют. В автоклавах диафрагмы вулканизуют при 160 °C в течение 3 ч.
После выгрузки диафрагм из пресса обрезают выпрессовки, подшлифовывают и проверяют на отсутствие дефектов на специальном станке, рабочей частью которого является резиновая камера. Диафрагму надевают на камеру, в которую подается сжатый воздух. Камера раздувается и растягивает диафрагму, что позволяет обнаружить в ней трещины и другие дефекты.
От партии отбирают одну диафрагму для проверки размеров, механических показателей и степени вулканизации.
При изготовлении диафрагм могут возникать различные дефекты.
Для повышения ходимости диафрагм их ремонтируют с применением резиновых смесей и клея на основе бутилкаучука. Местная подвулканизация ремонтируемых диафрагм осуществляется на специальном станке с обогревом полуформ электрическим током. Одновременно вулканизуются две диафрагмы при 175 °С в течение 45 мин.
Хранение диафрагм в несобранном состоянии осуществляется на многоэтажных стеллажах в количестве двух-трехнедельной потребности, в собранном виде — в количестве двухсуточной потребности.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изготовление резиновых диафрагм для форматоров-вулканизаторов"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы