Строй-Техника.ру
Строительные машины и оборудование, справочник
Технологические процессы обработки крупных крановых колес зависят от вида применяемой заготовки. Штампованные заготовки выполняют без реборд и не всегда со сквозным центральным отверстием. На поверхности катания из-за штамповочных уклонов-и отсутствия реборд толщина снимаемого при обработке слоя достигает 30—40 мм, а выполнение в заготовке углублений в ступице вместо сквозного отверстия требует введения операции высверливания перемычки в отверстии; это повышает трудоемкость обработки и снижает коэффициент использования материала. Большие припуски и необходимость в переустановках приводят к разделению обдирочных и черновых операций и обработке отдельных участков обода при нескольких установках в каждой, операции.
Цельнокатаные заготовки выполняются с ребордами и сквозным центральным отверстием, что обеспечивает снижение расхода материала и трудоемкости обработки. Их изготовляют на металлургическом заводе на специальной установке. Исходная заготовка после нагревания проходит последовательно несколько формообразующих операций: получение диска с отверстием путем осаживания на прессе и прошивки отверстия; формовку заготовки в области ступицы на формовочном прессе; прокатывание заготовки на колесопрокатном стане при помощи нескольких валков и роликов различного назначения: коренной фасонный валок формирует поверхность катания и реборды; два наклонных фасонных валка образуют внутреннюю поверхность обода и диск; два ролика являются нажимными, два —направляющими.
Цельнокатаные заготовки изготовляют со следующими отклонениями размеров: наружные размеры обода — с допуском 15 мм;, ширина колеса (размеры ступицы) 5 мм; биение оси центрального отверстия относительно круга катания 8 мм; отверстие получается конусным с разницей диаметров 10 мм на ширине колеса (165 мм).
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Наиболее характерен следующий технологический маршрут обработки ходовых колес при наличии у заготовки центральнога-сквозного и транспортных отверстий в дисках. До термической: обработки выполняют две токарно-карусельные операции предварительной обработки колеса с обеих сторон. На первой операции предварительно обрабатывают торец, реборду и поверхность обода. При подрезке торца выдерживают размер от диска колеса; скосы у реборд выполняют при повороте суппорта на нужный угол. Заготовку устанавливают на мерные столбики (с выверкой) и закрепляют в четырехкулачковой планшайбе на ширине реборды. На второй операции ведут предварительную обработку колеса, с другой стороны: подрезают второй торец в размер ширины колеса (с припуском 2 мм), обрабатывают поверхность второй реборды. Устанавливают колесо на комплект мерных подкладок и закрепляют в четырехкулачковой планшайбе.
Далее ходовое колесо подвергают термической обработке с целью повышения износостойкости и прочности поверхностного слоя. Поверхностная закалка колес не обеспечивает требуемого качества, так как в условиях больших контактных нагрузок твердый слой толщиной 3—5 мм с относительно мягкой сердцевиной продавливается и растрескивается.
Применяемая для колес кранов термическая обработка заключается в полном объемном прогреве колеса до температуры закалки и охлаждении в воде только рабочей поверхности (обода) в процессе вращения колеса. При таком методе у колеса диаметром свыше 500 мм на глубину 30—40 мм от поверхности образуется сорбитная структура с твердостью НВ 300…360 при плавном переходе (не более 20 ед. на 10 мм толщины обода) к нормальной твердости незакаленного материала. Вследствие различных условий охлаждения твердость на поверхности катания достигает НВ 300…350, а на ребордах —НВ 320…360.
Для колес диаметром 320—500 мм рекомендуется глубина слоя 20 мм и при диаметре 160—200 мм глубина слоя 15 мм. Учитывая характер структурных превращений, этот метод термообработки назвали сорбитизацией колес. Технологические процессы сорбитизации определяются материалом и размерами колес. Они учитывают заводские особенности и поэтому несколько отличаются друг от друга.
Например, ходовые колеса диаметром 700 мм из стали 55Л обрабатывают по следующему технологическому процессу.
Колеса укладывают на выдвижную тележку, которую с помощью приводного тягового цепного механизма закатывают в газовую печь с контролируемой температурой. Садка колес нагревается до температуры 840—860 °C в течение 2 ч. При этом поверхности колес защищаются листовым железом от непосредственного воздействия пламени форсунок. После выдержки при температуре 850 + 20 °C тележка выкатывается из печи.
Колесо с помощью кран-балки и специального захвата переносится в сорбитизационную установку, кладется на вращающийся валок при погружении в воду на 0,5 толщины обода и вращается в течение установленного времени (от 1,5 мин для колеса диаметром 500 мм до 4,5 мин для колеса диаметром 1000 мм) при частоте вращения п – 25…35 об/мин. Затем колесо загружается в электропечь для отпуска при Т = 480 … 520 °C в течение 3—4 ч.
Установка для термической обработки колеса предусматривает одновременную обработку двух колес. Она состоит из ванны с системой циркуляции воды, двух опорных роликов, сидящих на валу, приводимом во вращение от электродвигателя через редуктор, двух пар направляющих роликов и суппортных устройств для регулирования на размер колеса. Нагретое колесо опускают на опорный ролик, при этом погружают в воду до половины толщины обода и вращают в течение установленного времени.
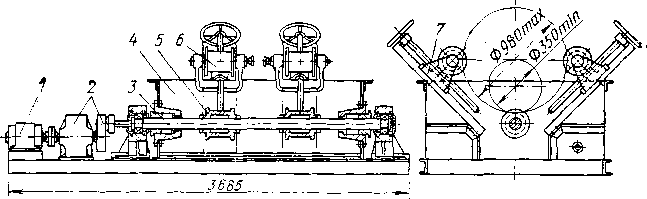
Рис. 1. Установка для термической обработки
После термической обработки на токарно-карусельном станке выполняют чистовую обработку торцов, поверхности обода, скосов и радиусов реборды, посадочного отверстия; торцы обода с другой стороны обрабатывают при втором установе. В данной операции выполняют около 20 технологических переходов.
Далее следует протягивание шпоночного паза при установке на адаптере с опорой на базовый торец, обработанный окончательно при одном установе с обработкой посадочного отверстия.
В мелкосерийном производстве крупных колес шпоночный паз размечается, а затем долбится на долбежном станке.
Шпоночный паз проверяют по размерам, а также на отсутствие перекоса (непараллельности) боковых поверхностей паза к оси отверстия.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изготовление ходовых колес кранов"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы