Строй-Техника.ру
Строительные машины и оборудование, справочник
Так как в комплект каждого конвейера входят десятки и сотни роликов, объем их выпуска оказывается значительным. Увеличению объема выпуска способствует также высокая степень унификации конструкции роликов.
Все это создает благоприятные условия для применения высокопроизводительной технологии и, в частности, для эффективного применения групповых методов при обработке и сборке.
Технология обработки корпуса ролика состоит из двух операций — отрезной и расточной. Отрезку заготовки заданной длины выполняют на станке с дисковой пилой по упору. Обработку выточек под подшипники, подрезку торцов и снятие фасок выполняют на агрегатном двухстороннем четырехшпиндельном станке при установке заготовок в двухместном приспособлении и штучном времени менее 1 мин.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Станок имеет две двухшпиндельные силовые головки и поворотный стол с двумя двухместными приспособлениями. Это позволяет во время обработки двух деталей в рабочей позиции снимать и устанавливать две заготовки в загрузочной позиции.
Многорезцовая головка представляет собой разновидность применяемой в массовом производстве быстросменной технологической оснастки; четыре резца (расточной, подрезной и фасочные для наружной и внутренней фасок) устанавливают в корпусе головки вне станка по шаблону, обеспечивающему их правильное взаимное положение. Глубина расточки обеспечивается упором, ограничивающим длину хода агрегатной го ловки. Встроенное в станок пневматическое приспособление позволяет закреплять в цанговых зажимах одновременно две заготовки, каждую в двух концевых сечениях.
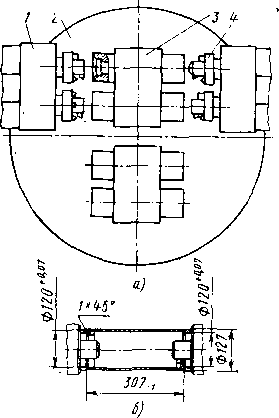
Рис. 1. Обработка корпуса (трубы) ролика па агрегатном четырехшпиндельном станке:
а — компоновочная схема; б — схема обработки в одной рабочей позиции
Приспособление имеет вал упоров, с помощью которого устанавливаемые заготовки ориентируются в осевом направлении путем выравнивания торцов. После закрепления заготовок поворотом рукоятки упоры отводятся, освобождая торцы заготовок для обработки.
Расчет диаметра пневматического цилиндра зажимного приспособления ведут исходя из требуемой силы закрепления двух труб при одновременной их обработке комбинированным инструментом.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изготовление корпуса ролика (трубы)"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы