Строй-Техника.ру
Строительные машины и оборудование, справочник
Выпуск заготовок ободных лент. Заготовки ободных лент выпускают на червячных машинах холодного или горячего питания на специальном агрегате. В головке червячной машины устанавливают профильную планку или дорн с мундштуком. Шприцевание осуществляется при температуре головки 40—60 °C, корпуса—20— 30°C и планки — 70—80 °C. При наличии планки из головки выходит пластина определенной ширины и толщины, а при установке дорна и мундштука — трубка. По выходе из головки резиновая трубка разрезается в продольном направлении в двух или трех местах и получаются два или три потока заготовок. Далее пластина последовательно проходит приемный и весовой транспортеры, весы и ванну, где охлаждается водой до 25 °C. По выходе из ванны пластина обдувается сжатым воздухом и режется автоматическим плоским ножом на отдельные заготовки. Отрезанные заготовки лент после прохождения счетчика снимают с транспортера и навешивают на крючковый конвейер, подающий их на вулканизацию. Размеры ободных лент регулируют так же, как и размеры протекторов.
Вулканизация ободных лент. Заготовки ободных лент подаются к прессам-вулканизаторам механического действия и закладываются в пресс-формы. Концы заготовки соединяют встык. При включении электродвигателя траверса опускается вниз с верхней частью формы и формует ободную ленту. Верхняя часть формы служит пуансоном, а нижняя и средняя части образуют матрицу. Вулканизация ободных лент происходит при 170 °C в течение 5—6 мин. По окончании вулканизации пресс автоматически открывается, средняя часть пресс-формы поднимается, освобождая ленту. Вулканизаторщик вынимает готовую ободную ленту из нижней части пресс-формы, обрезает выпрессовки и навешивает на конвейер для отправки на пробивку отверстия и разбраковку.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
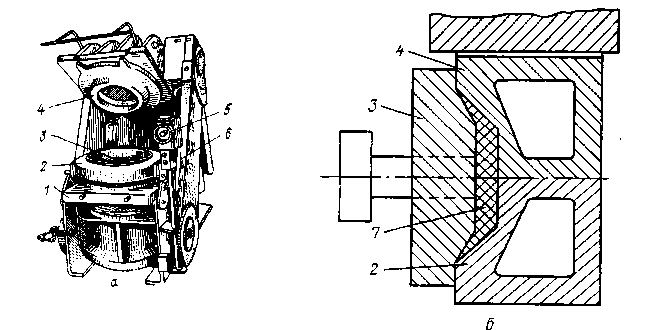
Рис. 1. Вулканизатор механического действия для изготовления ободных лент:
а — общий вид; б — поперечный разрез пресс-формы; 1 — стол вулканизатора; 2, 3, 4 — нижняя, средняя и верхняя части пресс-формы; 5 — командный электропневмэтический прибор; 6 — рычажный механизм; 7 — ободная лента (профиль).
Перспективным способом для производства ободных лент является применение процесса литья под давлением на шнек-плунжерных машинах.
Изготовление ободных лент для крупногабаритных шин. Заготовки ободных лент для КГШ после вылежки обрезаются на конус. Обрезка под углом увеличивает площадь соприкосновения концов заготовки и обеспечивает большую прочность стыка ободных лент. Срезы заготовки промазывают клеем и просушивают электролампами инфракрасного излучения в течение 5—10 мин. Концы заготовок стыкуют внахлестку и подпрессовывают на подпрессовочном станке при помощи сжатого воздуха (давлением 0,6— 0,7 МПа). Состыкованные заготовки ободных лент надевают на плоские или фигурные дорны с некоторым натяжением. Затем дорны с заготовками ободных лент помещают на полки вагонетки, которую по рельсам закатывают в котел. Вулканизация длится 15—20 мин, давление пара 0,3—0,4 МПа, после чего в ободной ленте на сверлильном станке просверливают отверстие для прохода вентиля камеры.
Перспективным способом изготовления ободных лент для КГШ до размера 27,00—49 является метод литьевого прессования, при использовании которого повышается качество изделий и снижается трудоемкость процесса.
Качество ободных лент проверяют визуально и измерением толщины и ширины. К основным дефектам ободных лент относятся: пузыри в резине и пористая поверхность, которые образуются вследствие попадания влаги и наличия летучих веществ в материалах. Для предупреждения этих дефектов контролируют качество сырья, материалов и смесей.
Ободные ленты упаковывают на станке в пачки по 10 шт. Нажатием на ручку воздушного трехходового крана «от себя» поднимают направляющие ролики. Затем укладывают ободную ленту на стол станка так, чтобы подвижной ролик находился с наружной ее стороны, а неподвижные — с внутренней. При нажатии на педаль подвижной ролик перемещается и складывает ободную ленту. После складывания 10 ободных лент их связывают в трех местах полосками велотреда или шпагатом.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изготовление ободных лент"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы