Строй-Техника.ру
Строительные машины и оборудование, справочник
Особенностями технологического процесса сборки и сварки рам тележек на поточной линии являются расчлененность и механизация сборочно-сварочных операций с применением специальных переналаживаемых сборочно-сварочных установок, позиционеров, кантователей и др. Применение данной оснастки позволяет с минимальной переналадкой перейти на изготовление любого типоразмера унифицированных рам грузоподъемностью от 5 до 20 т. Поточная линия изготовления рам тележек имеет пять специализированных рабочих мест, на которых собирают рамы, сваривают их на позиционерах, устанавливают буксы в кантователе, колеса и отделывают рамы.
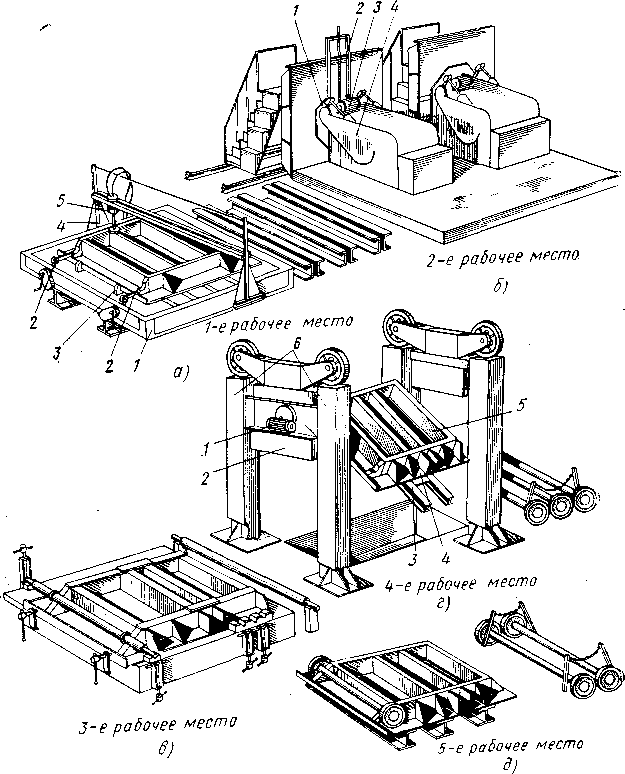
Рис. 1. Эскизы изготовления рамы тележки на потоке
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Первое рабочее место представляет собой стапель с порталом. Стапель состоит из рамы кондуктора с жестко прикрепленными на ней упорами для фиксации установленного верхнего листа под сварку, откидными кронштейнами, служащими для фиксации катковой балки и портала 4 с вертикальным пневмоприжимом, передвигающимся по полкам швеллеров портала. На первом рабочем месте собирают раму тележки из элементов и собранных узлов-балок. Лист настила, состоящий из трех элементов, укладывается на стенд по упорам; состыковывают между собой элементы с выдерживанием зазора; под сварку не более 2 мм и с превышением кромок не более 0,5 мм и прихватываются ручной сваркой от середины к краям. Устанавливают на настил катковую (моторную) балку по откидным кронштейнам-фиксаторам до совмещения отверстия диаметром 55 мм на балке с отверстиями на кронштейнах, балку скрепляют с кронштейном штырем. С помощью передвижного пневмозажима поджимают балку к настилу и прихватывают от середины к концам. По разметке на лист настила устанавливают две крайние поперечные балки, поджимают их пневмоприжимом и прихватывают. Устанавливают вторую катковую (редукторную) балку аналогично первой балке с выдерживанием параллельности согласно ТУ. Далее по разметке с выверкой по угольнику последовательно устанавливают все остальные балки и элементы рамы согласно чертежу. Собранная рама проходит контроль и передается на второе рабочее место.
На втором рабочем месте производится установка по разметке и прихватка проушин к настилу и бортовым листам и сварка рамы. Рабочее место (вид б) состоит из двух манипуляторов-позиционеров СМ-5000Г грузоподъемностью 5 т, позволяющих поворачивать и устанавливать раму удобно для сварки, и передвижной рабочей площадки для сварки. Манипулятор имеет стол с приводом поворота, к которому крепят универсальную раму, служащую для установки и крепления на ней рамы тележки с помощью захватов и гидравлического привода для наклона и подъема стола. Вначале сваривают стыки настила с внутренней стороны, затем катковые и поперечные балки и далее элементы жесткости, поворачивая при этом раму тележки. Зачищают и проверяют сварные швы, и раму передают на третье рабочее место.
Третье рабочее место (вид в) представляет собой стапель, позволяющий точно и быстро устанавливать буксы в катковые балки по колее 2600 и 9500 мм и по базе до 3620 мм. Стапель оснащен регулируемыми упорами, механизмами для продольного и поперечного сдвига рамы тележки, гнездами (призмами) для фаль-швалов, домкратами для «установки букс на фальшвалы. Раму тележки устанавливают с помощью крана на стапель катковыми балками вверх по упорам. На фальшвал устанавливают разъемные буксы, скрепленные болтами. В буксах имеются проточки, а в валах выступы, и этим достигается жесткая фиксация букс относительно валов. Фальшвалы своими шейками с помощью крана устанавливают в призмы. Верхнюю часть разъемной буксы заводят в катковую балку до совмещения отверстий в катковой балке с отверстиями в буксах, при этом раму тележки перемещают вдоль фальшвала с помощью пневмоцилиндра или перпендикулярно валу с помощью ручного домкрата. Фальшвал до совмещения отверстий крепят в призмах с помощью накидных прижимов. После того как будут совмещены отверстия, в них вставляют штыри и их прихватывают. Фальшвал освобождается от букс, для чего отвертывают болты и разъединяют буксы. Вал вынимают из букс и снимают со стенда. Устанавливают обратно скобы букс и закрепляют болтами. Раму снимают со стенда и передают на четвертое рабочее место.
Четвертое рабочее место представляет собой двухстоечный кантователь с подъемной и поворотной платформой (вид г). Кантователь состоит из двух неподвижных вертикальных стоек, по которым перемещаются каретки с цапфами, несущими поворотную платформу с захватами, служащими для крепления рамы тележки. Платформа поднимается и поворачивается от двух самостоятельных электроприводов, управляемых с пульта. Кантователь предназначен для поворота и установки рамы тележки шириной от 1912 до 3412 мм. После приварки штырей и букс рама тележки передается на пятое рабочее место (вид д). Раму устанавливают на стеллаж, зачищают все поверхности рамы от ржавчины и брызг от сварки, притупляют острые кромки и углы, зачищают неровности сварных швов, обдувают сжатым воздухом и маркируют с последующей ее передачей на установку холодных колес.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изготовление рам тележек с разъемными буксами на поточной линии"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы