Строй-Техника.ру
Строительные машины и оборудование, справочник
Конструктивная унификация корпусов подшипников создала условия для рационального построения технологии их производства, в частности для применения группового метода обработки, который применяют как для обработки одноименных деталей различных размеров, так и для комплекта деталей — корпуса и крышки подшипника.
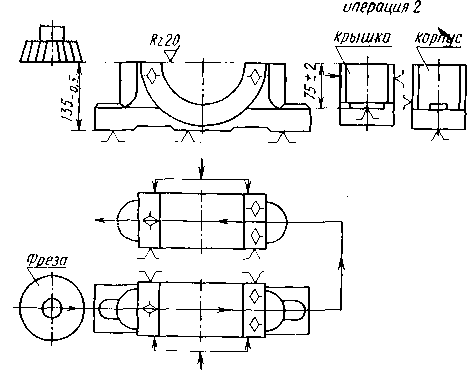
Рис. 1. Схема обработки плоскостей разъема корпусов и крышек подшипников
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
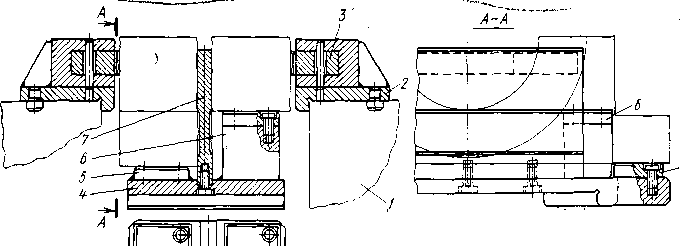
Рис. 2. Групповая наладка гидротисков для фрезерования корпуса и крышки подшипника
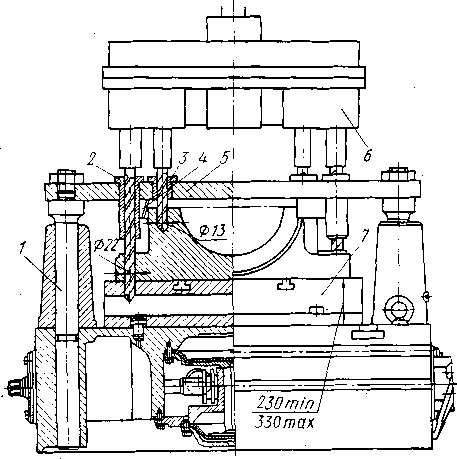
Рис. 3. Групповая наладка скальчатого кондуктора для сверления основания корпуса и крышки подшипника
Установленную на сменную подставку заготовку закрепляют двумя призматическими элементами при опускании кондукторной плиты под действием размещенной в подставке приспособления сдвоенной пневмокамеры. Шток пневмокамеры, выполненный в виде рейки, через промежуточный вал с тремя шестернями приводит в движение скалки-рейки, несущие на себе кондукторную плиту. Отверстия сверлят четырехшпиндельной сверлильной головкой через кондукторные втулки. Для обработки крышки подшипника в описанном приспособлении заменяют низкую подставку более высокой, снимают крайние сверла и заменяют средние сверла во втулках.
На сборочной операции с помощью двух гайковертов, оснащенных соответствующими захватами, ввертывают в резьбовые отверстия основания корпуса шпильки и после установки крышки завертывают гайки. На собранные основание и крышку наносят клеймо, свидетельствующее о принадлежности к одному комплекту.
Собранный корпус устанавливают опорной плоскостью и двумя отверстиями в приспособление типа угольника так, что ось растачиваемого отверстия совмещается с осью вращения шпинделя. Настройка револьверной головки предусматривает два перехода: растачивание и развертывание отверстия плавающей разверткой; канавки растачивают с помощью устройства с радиальной подачей, а их расстояние от торцов определяется упорами на продольное перемещение суппорта револьверной головки.
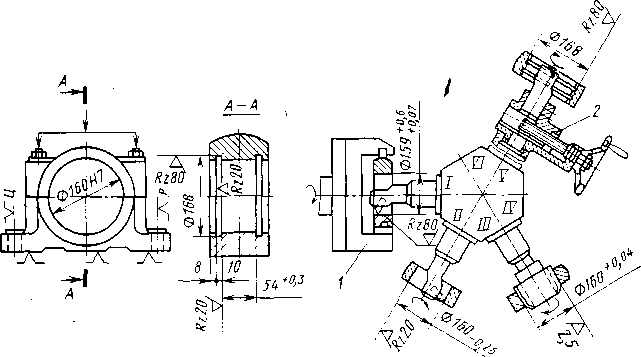
Рис. 4. Схема обработки корпуса подшипника в сборе
При вращении планшайбы с установленным на угольнике корпусом возникают неуравновешенные силы, что приводит к необходимости применить противовес.
Корпусы подшипников, изготовляемые в меньшем количестве, обрабатывают в универсальных приспособлениях с выверкой. Отверстия сверлят по накладным кондукторам, плоскости основания и разъема обрабатывают фрезерованием или строганием при установке в универсальных тисках.
Корпусы растачивают на токарно-револьверном или токарном станке в четырехкулачковом патроне или в приспособлении с угольником, позволяющим расположить ось обрабатываемого отверстия горизонтально и совместить с осью вращения шпинделя. Если корпус установлен в четырехкулачковом патроне, то кулачок, на который опирается плоскость основания, и один из боковых кулачков настраивают на требуемый размер и в ходе обработки всей партии деталей не передвигаются; для закрепления используют два других кулачка.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изготовление разъемных корпусов подшипников"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы