Строй-Техника.ру
Строительные машины и оборудование, справочник
Технологический процесс обработки рычагов строится для ряда операций как групповой, при котором в одних и тех же приспособлениях без переналадки или с незначительной переналадкой можно обработать тормозные рычаги различных размеров и типов.
Первую операцию выполняют на вертикально-фрезерном станке при установке рычага в призме и по длине на двух опорах, контактирующих с ребром отливки (вид а). Перестановка плиты дает возможность установки рычагов различной длины. Рычаг кладут на опоры и с помощью прихвата винтом поджимают к призме. Призма и прихват имеют на рабочих поверхностях скосы (поднутрения), обеспечивающие прижим заготовки к опорам. При обработке торцов бобышек с другой стороны рычаг базируется не по ребрам, а по обработанным поверхностям бобышек в другом приспособлении.
Возможна обработка бобышек рычагов с обеих сторон одновременно на горизонтально-фрезерном станке набором из двух дисковых фрез при установке детали в другой плоскости (с поворотом на 90°).
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Старую операцию выполняют в двухместном приспособлении тисочного типа.
Рычаги кладут плоскостью на регулируемые опоры, а бобышки вводят в призму. Зажимаются обе детали одновременно с помощью плавающих прихватов, установленных на осях, в двух сечениях по длине. При настройке фрезы на размер пользуются установом и щупом. Опоры сделаны регулируемыми, чтобы можно было учесть фактические размеры данной партии отливок.
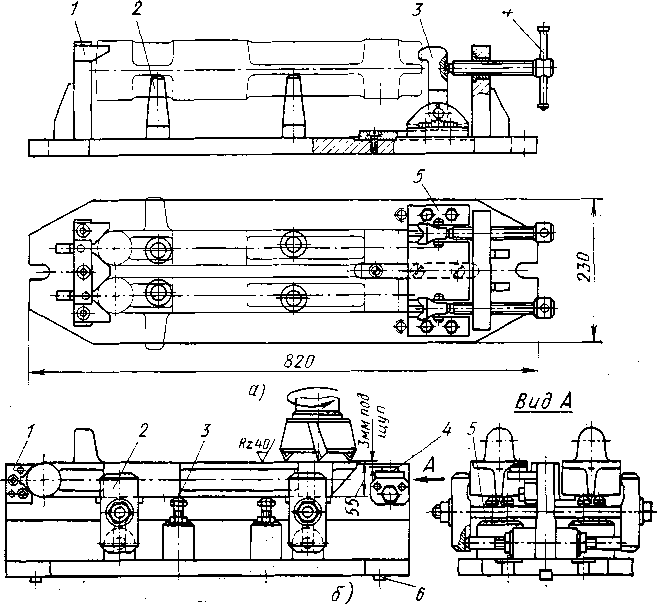
Рис. 1. Обработка рычага тормоза:
а — обработка бобышек; б — обработка плоскости
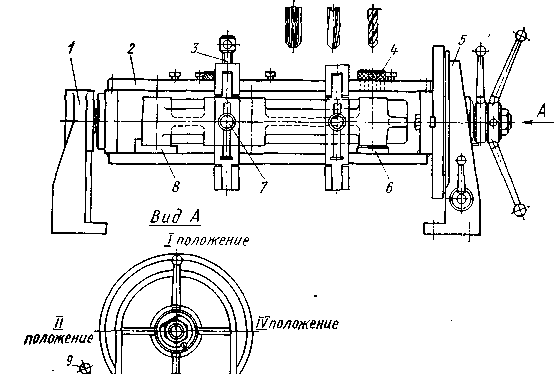
Рис. 2. Поворотный кондуктор для сверления рычагов
В первом положении у рычага правого обрабатывают со сменой инструмента в быстросменном патроне три отверстия диаметром 30 Н9 и отверстие диаметром 15 Н9. Повернув кондуктор с рычагом во второе положение, обрабатывают четыре отверстия 17 мм, одно отверстие диаметром 22 мм и два отверстия диаметром 3,3 мм. В третьем положении снимают фаски в отверстиях с другой стороны. В четвертом положении обрабатывают ступенчатое отверстие диаметром 28 мм, соосное с отверстием 22 мм.
Отверстие под упорный винт обрабатывают по кондуктору на вертикально-сверлильном станке. Рычаг устанавливают верхним отверстием на закрепленный в угольнике палец, доводят до упора торцом бобышки в угольник и зажимают винтом. Технологические переходы (сверление, подрезка торца и нарезание резьбы) выполняют последовательно со сменой инструмента в шпинделе. Кондукторную втулку применяют только при сверлении; цековку направляют хвостовиком по просверленному отверстию.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изготовление рычагов пружинного тормоза"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы