Строй-Техника.ру
Строительные машины и оборудование, справочник
Переменно-поточная линия изготовления торцовых балов состоит из шести специализированных рабочих мест оснащенных механизированными стендами, сборочными стапе лями, кантователями и специальной переналаживаемой оснаст кой. Оборудование и специальная переналаживаемая оснастка линии позволяют с минимальными затратами времени на перена ладку быстро перейти на изготовление любого из 28 типоразмеров торцовых балок. Все оборудование линии размещено вдоль про лета цеха. Для межоперационной передачи балок вдол; линии смонтирован подвесной монорельс с самоходными спарен ными электроталями, имеющими специальные захваты. Такой вив транспортирования балок очень прост, удобен и безопасен, так как при движении балка, подвешенная на двух электроталях. находится в устойчивом положении и не требует сопровождения рабочим. При этом значительно облегчилась установка балок в стапели, и труд рабочего сведен к простому нажатию кнопок управления электроталью. Второе преимущество данного транспорта заключается в том, что монорельс служит местом хранения межоперационного задела балок на линии, что важно при несовпадении такта выпуска на отдельных рабочих местах в случае изготовления балок разной длины, следовательно, разной трудоемкости. Все рабочие места линии механизированы с широким использованием в сборочных стапелях, стендах, кантователях электрических, гидравлических, пневматических и магнитных устройств для закрепления и поджима деталей при сборке балок.
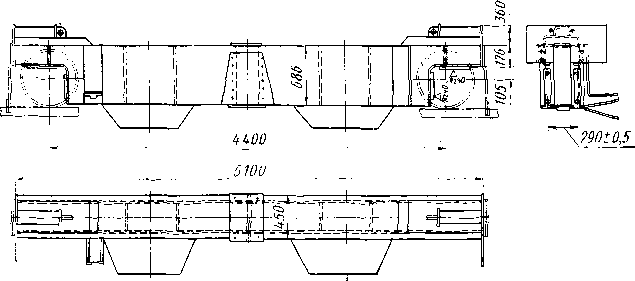
Рис. 1. Торцовая балка
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
На первом рабочем месте собирают нижний и верхний пояса и вертикальные стенки с обработкой отверстий на радиально-сверлильном станке. Листы с помощью велосипедного крана, имеющего вакуумприсос, подаются на стол с пневмозажимом. На столе расположены две тележки 8, механизм подъема листов при передвижении, упоры и фиксаторы, позволяющие точно устанавливать и стыковать листы между собой в зависимости от их размеров. На стыки установленных и выверенных листов вручную подают одну или две накладки в зависимости от конструкции (одноразъемной или двухразъемной), выдерживая установочные размеры согласно чертежу. В накладках по шаблону намечают места для отверстий под установку болтов и с помощью пневмоподжима листы и накладки закрепляют на столе. Радиально-сверлильным станком по наметкам в накладках и листах сверлят, зенкеруют и развертывают по четыре отверстия в каждой накладке под установку чистых болтов М20Х45. В отверстия вставляют болты, на них надевают шайбы и навертывают гайки. Листы открепляют от стола, пневмоподжим возвращается в исходное положение, и с помощью захватов электротали листы переносят на стенд-накопитель, где их устанавливают вертикально или под углом 75°.
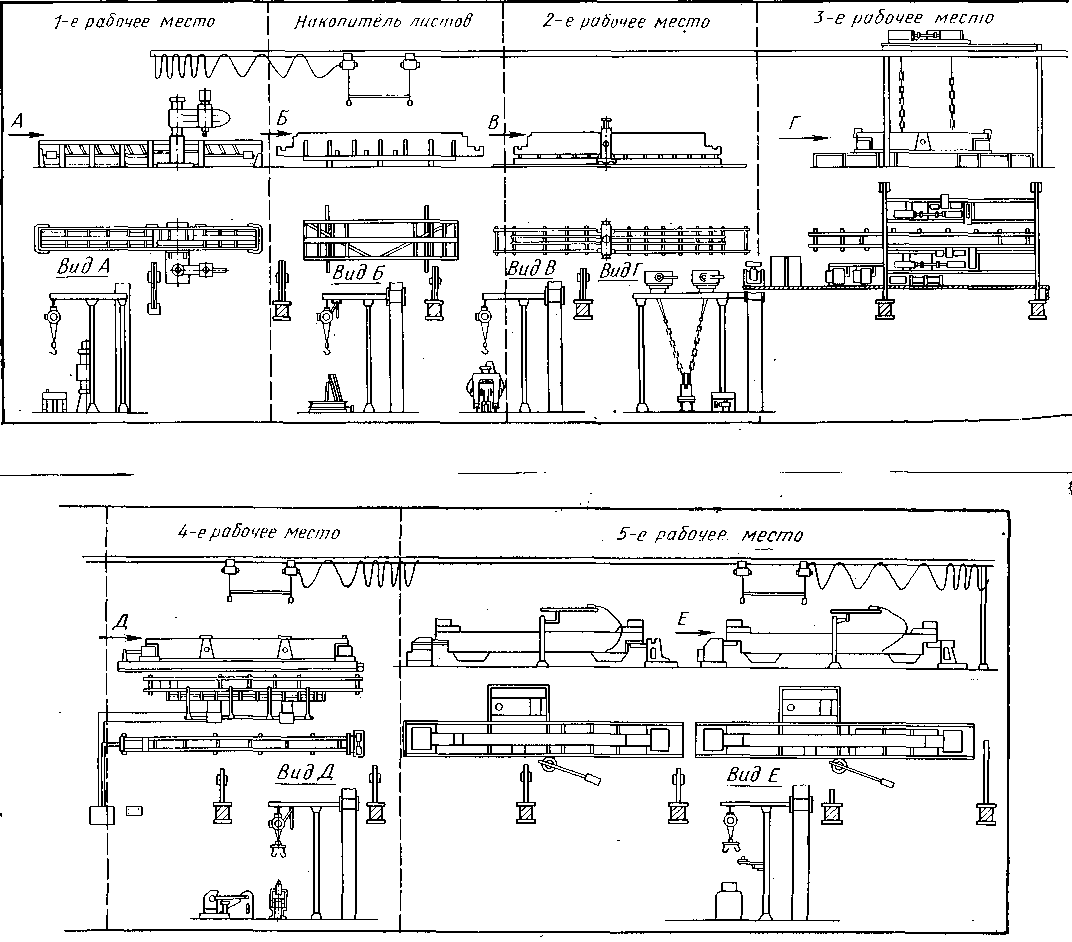
Рис. 2. Схема поточной линии сборки и сварки торцовой балки на поточной линии
о-е раоочее место
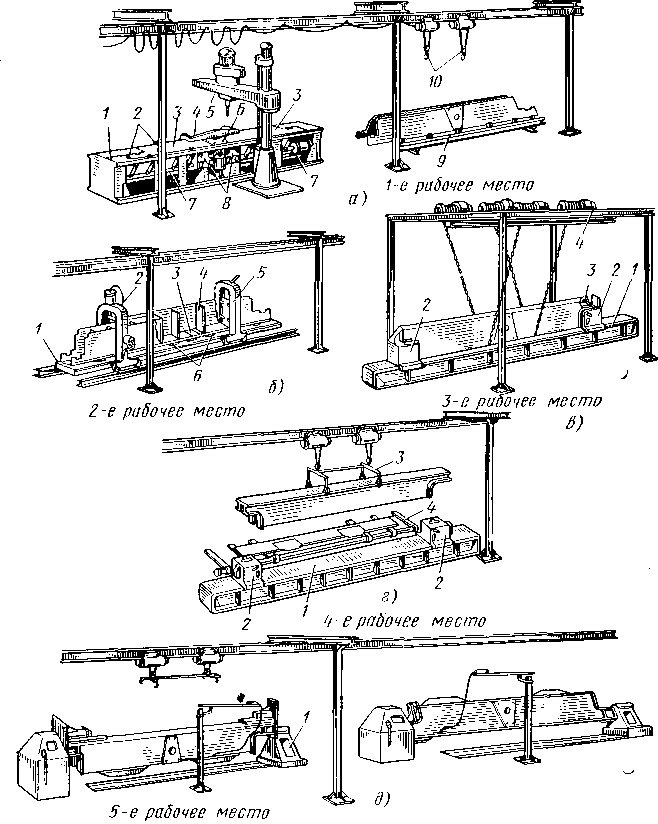
Рис. 3. Эскизы сборки и сварки торцовой балки на поточной линии
На втором рабочем месте собирают корпус балки без нижнего пояса. Рабочее место (вид б) оборудовано стендом для установки верхнего пояса по съемным фиксаторам на каждый размер пояса и вертикальной стенки, тележкой для установки диафрагм и порталом с пневматическими прижимами для поджатия листов боковых вертикальных стенок к диафрагмам и верхнему поясу. Верхний пояс укладывают на стенд по упорам вниз накладками, размечают его под установку диафрагм и накладок.
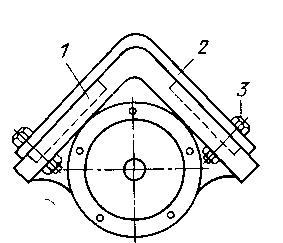
Рис. 4. Схема буксы для установки платиков
Приваривают диафрагмы к верхнему листу полуавтоматической сваркой. С помощью портала с пневмоприжимами поочередно подают и устанавливают на верхний пояс вертикальные стенки по торцовым упорам. С помощью ручной сварки вертикальные стенки прихватывают к диафрагмам и верхнему поясу с внутренней стороны с одновременным прижимом их в процессе прихватки порталом с пневматическими прижимами. На накладки вертикальных стенок устанавливают и прихватывают ручной сваркой уголки. После осмотра и зачистки прихваток и сварных швов балку передают на третье рабочее место.
На третьем рабочем месте собирают платики под буксы с угольниками, прихватывают угольники к корпусу балки и сваривают все внутренние швы балки. Рабочее место (вид в) оборудовано стендом, цепным кантователем для кантования балки во время сварки, приспособлениями для установки угольников и приспособлением для установки платиков в угольниках. Приспособление — буксу — устанавливают углом вверх, в пазы вставляются платики и на них устанавливают угольник до совмещения отверстий, в которые вводят болты крепления платиков. Прихватывают платики к угольникам и снимают их с приспособления с дальнейшей их сваркой и установкой на приспособления стенда. Приспособления установлены на стенде под размер собираемой балки. Балку устанавливают на приспособления вырезами вертикальных стенок на угольники. С помощью прижимов приспособления угольники поджимают к вертикальным стенкам и прихватывают их с наружной стороны стенок. После прихватки угольников прижимы отводят, балку стропят и поднимают (с последующей кантовкой) цепным кантователем для приварки диафрагм к внутренним вертикальным стенкам и приварки угольников. Проводят контроль волнистости вертикальных стенок в зоне растяжения со стороны прилегания нижнего пояса. В случае недопустимых отклонений устанавливают между стенками распорки. Балку кантуют на 90° и верхним поясом вверх подают на четвертое рабочее место.
На четвертом рабочем месте собирают балку с нижним поясом и устанавливают буферы на верхний пояс. Это рабочее место (вид г) состоит из стола, двух стоек (приводной и неприводной), захвата и рычажного кантователя.
Нижний пояс балки укладывают на стенд рычажного кантователя по упорам и фиксаторам. По разметке на него устанавливают и прихватывают два несущих (гнутых) листа и две планки. С помощью механического зажима и электромагнитов рычажный кантователь передает нижний пояс на стол, который и накрывается сверху корпусом балки. Балку крепят на стойках стола, и с помощью гидроцилиндров нижний пояс поджимают к вертикальным стенкам и прихватывают. На верхний пояс по разметке устанавливают и прихватывают два корпуса буфера, и балку передают на пятое рабочее место.
Пятое рабочее место (вид д) представляет собой двухстоечный кантователь, на котором устанавливают балку угольниками на стойки и закрепляют с помощью ручных захватов. Поворачивая балку в удобное для сварки положение, производят полуавтоматическую сварку в среде углекислого газа всех наружных поясных швов. По разметке устанавливают и прихватывают с последующей сваркой кронштейн для крепления редуктора, косынки и ребра. Балку передают на шестое рабочее место.
На шестом рабочем месте устанавливают ходовые колеса. Балку укладывают верхним поясом вниз, зачищают платики и угольники и устанавливают буксы с ходовыми колесами. Буксы к балке крепят с помощью болтов. После крепления букс проверяют установку колес по струне и отвесу. Устранение имеющихся отклонений от заданных по чертежу осуществляется с помощью постановки прокладок (толщиной не более 2 мм) между платиками и буксами. Далее балку передают на общую сборку моста.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изготовление торцовой балки на поточной линии"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы