Строй-Техника.ру
Строительные машины и оборудование, справочник
Технологический процесс изготовления торцовой балки состоит из следующих основных этапов:
1) сборка и сварка вертикальных стенок;
2) сборка и сварка диафрагмы;
3) сборка и сварка балки;
4) сверление отверстий в монтажных стыковых накладках и балке.
Первый этап. Сборка и сварка вертикальных листов производится на тщательно выверенном стенде. Листы с помощью траверсы и мостового крана укладывают на стенде согласно расстыковке и маркировке. Сопрягаемые поверхности под сварку очищают от масла, грязи и ржавчины. Листы состыковывают на стенде по упорам с проверкой плоскостности линейной, с креплением струбцинами к стенду и прихватывают по стыкам. На торцы стыков устанавливают и прихватывают фальшпланки для начала и окончания сварного шва. Подводят тележку со сварочным автоматом АДС-1000-2, флюсовую подушку и устанавливают вдоль стыка. Стыки сначала заваривают с одной стороны, а после кантовки листа на 180° (с помощью крана) —с другой. Далее газом срезают фальшпланки, зачищают пневмошлифовальной машинкой торцы стыковых швов, производят гаммографирование (просвечивание) сварных швов и правку на правильных вальцах с последующей передачей с помощью мостового крана на стенд сборки.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
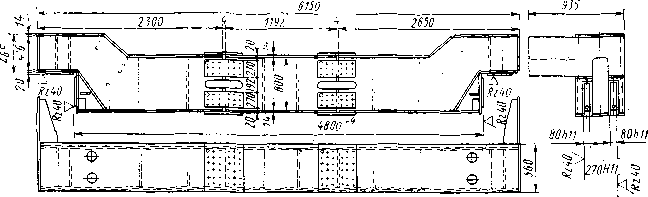
Рис. 1. Торцовая балка Q = 50/10 т
Второй этап. Сборку диафрагмы производят на плите следующим образом. Гнутую полосу устанавливают на плите, и на ней размечают места для постановки диафрагм. По разметке и с помощью угольника устанавливают и прихватывают диафрагмы к гнутой полосе. Далее заваривают диафрагмы ручной сваркой с кантовкой для удобства сварки в нижнем положении. Зачищают швы, производят правку диафрагм в сборе вручную и обрабатывают фаски в гнутой полосе кислородной резкой и пневмошлифовальной машинкой. После контроля диафрагмы в сборе поступают на стенд сборки.
Третий этап. Укладывают на сборочном стенде листы верхнего пояса и проверяют параллельность по торцам швеллеров стенда. Состыковывают листы с проверкой по линейке и прихватывают (вид в). Размечают верхний пояс для установки диафрагм. Устанавливают диафрагмы по разметке с проверкой по угольнику, прихватывают и приваривают диафрагмы к верхнему поясу ручной сваркой (вида). На верхний пояс по разметке подводят вертикальные стенки и ребра, прижимают их скобами и пневмозажимами и прихватывают (вид д). Балку с помощью крана снимают со сборочного стенда и устанавливают на стеллаж для сварки в нижнем положении. После кантовки заваривают стыковые швы по верхнему поясу, внутренние поясные швы на изгибе и приваривают диафрагмы к вертикальным стенкам. На плите раскладывают листы нижнего пояса, проверив их параллельность струной, и прихватывают их по торцам стыков. Размечают нижний пояс для установки балки, устанавливают по разметке на нижний лист балку с помощью крана и прихватывают (вид е). Кантуют балку на 180° с помощью крана и устанавливают по разметке на балку подбуксовое гнутье, косынки и ребра с последующей прихваткой (вид ж). Ручной сваркой варят косынки, листы и ребра, а с помощью полуавтомата варят поясные швы и подбуксовое гнутье, при этом балку с помощью крана кантуют в удобное для сварки положение. Далее расцентровывают балку по верхнему и нижнему поясам и кернят линии по торцам балки. Намечают по шаблону места установки платиков. Устанавливают платики по разметке, прижимают их струбцинами и прихватывают.
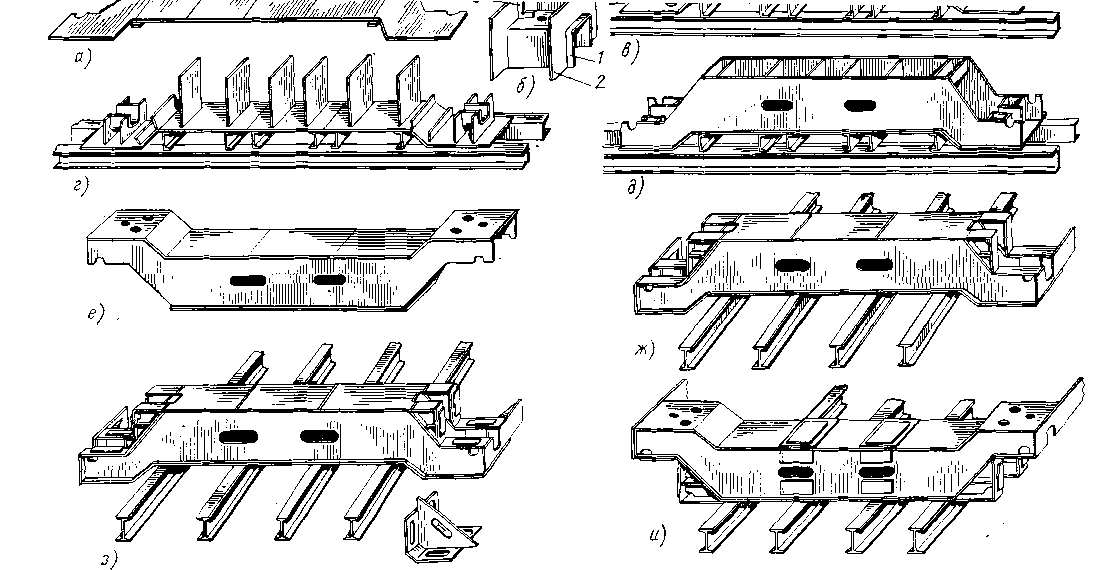
Рис. 2. Эскизы изготовления торцовой балки при мелкосерийном производстве
Приваривают платики ручной сваркой, кантуя балку для сварки в нижнем положении. На балку по разметке устанавливают и прихватывают на четыре прихватки все монтажные стыковые накладки (вид з).
Четвертый этап. С помощью мостового крана балку подают на радиально-сверлильный станок для обработки по кондуктору монтажных отверстий. После обработки отверстий срубают и за чищают прихватки у монтажных накладок, вертикальных сте нок и поясов. В монтажные отверстия устанавливают 20 % бол тов, служащих для крепления монтажных стыковых накладог (вид и).
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изготовление торцовой балки при мелкосерийном производстве"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы