Строй-Техника.ру
Строительные машины и оборудование, справочник
В мелкосерийном производстве изготовляют наиболее крупногабаритные траверсы. Заготовки траверс получают методом свободной ковки с грубыми допусками и припусками. Технологический маршрут обработки траверсы включает несколько разметочных операций. На первой операции разметкой проверяют пригодность заготовки, наносят основные оси и точки расположения центровых гнезд. После зацентровки и предварительной токарной обработки цапф делают разметку под операции формообразования — строгание плоскостей, скосов и углов при многократной переустановке заготовки. Затем выполняют повторную зацентровку и окончательную токарную обработку цапф. Отверстия под подшипник крюка обрабатывают на токарно-карусельном станке с выверкой по разметке (точки a, b, с, d).
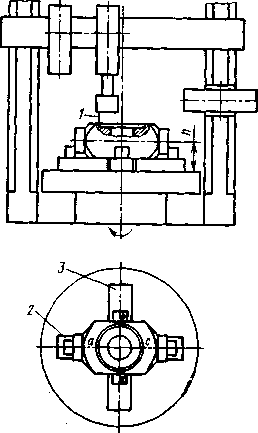
Рис. 1. Установка траверсы на токарнокарусельном станке
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Совмещение оси размеченного отверстия заготовки с осью вращения стола станка достигается попарным: перемещением кулачков 2 и 3 в направлении а — с и b — d. Если при повороте стола игла, установленная в резцедержавке, коснется каждой из этих точек, то соосность достигнута. Равенством расстояний h от плоскости стола до разметочной риски в любом месте заготовки проверяют правильность установки заготовки в вертикальной плоскости.
Затем следуют доделочные операции по формообразованию детали.
Выполнение операций связано с приложением больших усилий резания и соответственно больших зажимных усилий. Для облегчения труда и сокращения вспомогательного времени на установку тяжелых деталей винтовые зажимы заменяют автономно действующими пневматическими, гидравлическими или комбинированными зажимами.
На рис. 2. приведена конструктивная схема гидромеханической шайбы и схема ее использования при закреплении заготовки на станке.
Длина участка h болта устанавливается заранее, и гайка в процессе закрепления остается неподвижной. Надвинув прихват на деталь, приводят в действие гидромеханическую шайбу, в результате чего из ее корпуса выдвигается поршень и закрепляется заготовка.
В гидромеханической шайбе рабочая полость корпуса над поршнем и подводящие каналы заполнены гидропластом; при вращении винта подается плунжер, который при выдвижении поршня перемещает гидропласт в рабочую полость и расширяет ее. Выдавливанию гидропласта препятствуют уплотнения.
При обработке траверсы на продольно-строгальном станке заготовку закрепляют одновременно четырьмя прихватами.
Определим пригодность для проектируемой операции гидрошайбы, которая по паспортным данным может развивать усилие до 260 кН и имеет рабочее перемещение поршня 5 мм.
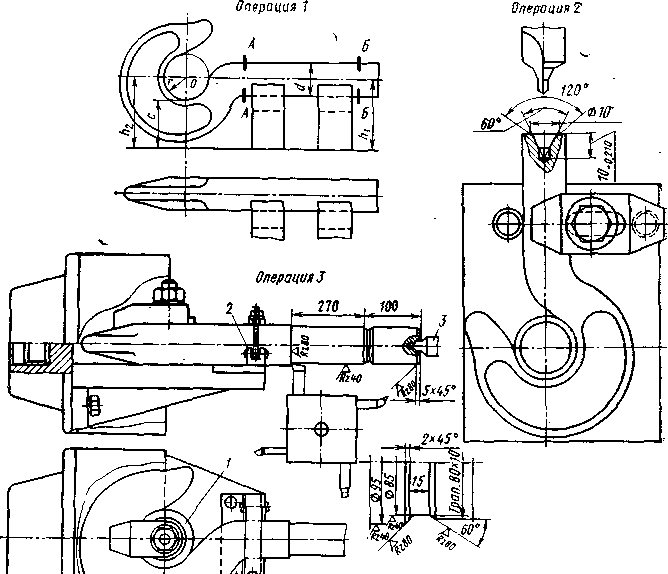
Рис. 2. Расчетные схемы к применению гидрошайбы
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изготовление траверс в мелкосерийном производстве"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы