Строй-Техника.ру
Строительные машины и оборудование, справочник
В серийном производстве операции формообразования выполняют на токарно-револьверных станках за две операции; в крупносерийном производстве применяют вертикальный многопозиционный полуавтомат (аналогично обработке зубчатой обоймы). Обработка обода втулки по сфере выносится в отдельную операцию и выполняется фасонным резцом на токарном станке при установке на оправке.
Заготовки полу муфт обрабатывают также на токарных станках ЧПУ.
На первой операции была обработана одна ступица 40 и примыкающие к ней торцы; ступица и ее торец на второй операции используются в качестве технологических баз. Станок оснащен поворотной двенадцатипозиционной резцовой головкой (вид Д) с осью вращения, параллельной оси шпинделя и расположенной непосредственно над шпинделем.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Для обработки полумуфты используются пять позиций резцовой головки — 1, III, V, VIII и XI. С позиции I выполняется последовательная подрезка торца обода в размер 38,5 мм и торца ; ступицы в размер 44 мм. Резец движется по следующей, определяемой опорными точками, траектории: холостой ход от нулевой г точки по оси X до точки 1 и далее по оси Z до точки 2; рабочий ход по оси X до точки 3, отвод резца по точкам 4 и 5; рабочий ход по оси X до точки 6; отвод резца по оси Z до точки 7 и по оси X до точки 8, совпадающей с нулевой точкой.
После поворота резцовой головки в позицию III начинают предварительное обтачивание ступицы по опорным точкам 2, 3, 4; холостой ход по точкам 5, 6, 7; обтачивание фаски (точки 7, 8); чистовое обтачивание ступицы (точки 8, 9, 10); рабочий ход по оси X при подрезке торца обода (точки 10 и 11); рабочий ход по оси Z при обтачивании обода (точки 11, 12); отвод резца по оси X (точки 12 и 13), по оси Z (точки 13, 14) и по оси X в точку 15, совпадающую с нулем.
С поз. V резцовой головки производится черновое обтачивание обода по сфере, а с поз. VIII — чистовое обтачивание сферы. С поз. XI выполняют предварительное и чистовое растачивание посадочного отверстия в полумуфте и снятие фарки.
Исходное положение инструмента каждой позиции, т. е. положение нулевой точки его траектории, характеризуется координатами Хо и Zo. Размерная связь обрабатываемой заготовки с резцовой головкой и режущими инструментами осуществляется через расстояния Хо между осью шпинделя с заготовкой Оа—Оа и осью вращения головки Ог—Ог (размер по оси X) и расстоянием Zo от базового торца заготовки Та до переднего (базового) торца Tv резцовой головки (размер по оси Z). Точка пересечения оси поворота Ог—Ог с торцовой плоскостью Тг в исходном положении определяет нулевую точку О, системы (нуль системы).
При проектировании операций на станках с ЧПУ решают обычные технологические вопросы; назначают последовательность обработки поверхностей и число переходов, рассчитывают припуски на обработку и промежуточные размеры, выбирают инструменты и назначают режимы резания, определяют норму времени. На технологических эскизах проставляют выдерживаемые размеры и шероховатость поверхности.
Операция на станке с ЧПУ является одноместной и многоинструментной с последовательной работой всех инструментов, что исключает возможность для совмещения во времени отдельных элементарных переходов, т. е. основное время операции определяется суммой времени всех технологических переходов, а вспомогательное — суммой времени всех вспомогательных переходов.
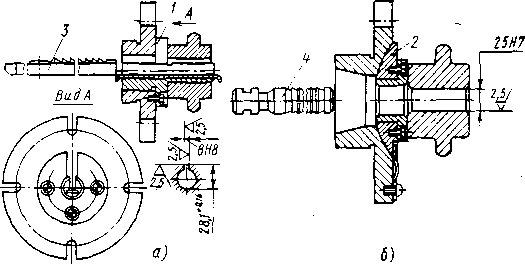
Рис. 1. Протягивание в заготовке зубчатой втулки шпоночного паза (а) и цилиндрического отверстия (б):
1 — адаптер; 2 — сферическая шайба; 3, 4 — протяжки
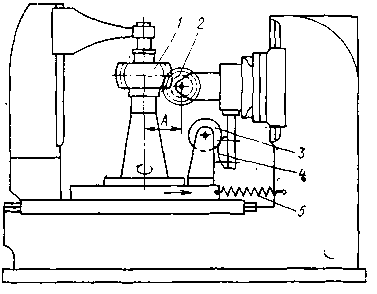
Рис. 2. Нарезание сферического зуба на зубчатой втулке
Далее начинается уменьшение межосевого расстояния. Конструктивное оформление приспособления для нарезания зубьев на сферической поверхности может быть иным. Например, копир вогнутой формы жестко связан с салазками стола, а копирный ролик—с фрезерной головкой. Если конструктивно требуется уменьшение толщины зубьев только торцовых сечений венца на 0,02—0,04 мм (бочкообразность зуба), зубья нарезают на ободе цилиндрической формы при обычном зубофрезеровании, а бочкообразность придают шевингованием по специальной схеме: заготовка в процессе шевингования покачивается так, что в конце каждого рабочего хода она приближается к шеверу и он снимает у краев зубьев более глубокие слои. Эту операцию выполняют на горизонтально-фрезерном станке с применением копировального приспособления.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изготовление зубчатых втулок"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы