Строй-Техника.ру
Строительные машины и оборудование, справочник
Продолжительность времени сборки сборочной единицы под сварку зависит от характера и конструктивной сложности сборочной единицы, ее массы и размеров, количества собираемых деталей, а также от инструмента и приспособлений.
Норма времени на сборку металлоконструкций под сварку состоит из основного, вспомогательного, подготовительно-заключительного времени и времени на организационно-техническое обслуживание рабочего места и на отдых.
Основное время на сборку металлоконструкций под сварку определяется временем, в течение которого происходят координация, соединение и крепление входящих в изделие деталей и сборочных единиц. При сборке металлоконструкций под сварку элементы основной и вспомогательной работы неразрывно связаны и практически трудно отделимы друг от друга. Поэтому расчет нормы времени производят по нормам оперативного времени.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Продолжительность времени на организационно-техническое обслуживание рабочего места и на отдых при сборочных работах принимают в среднем 10% оперативного времени.
Продолжительность подготовительно-заключительного времени зависит от сложности собираемых под сварку сборочных единиц и от организации труда и в среднем принимается для сборочных единиц, состоящих из 15 деталей—10 мин, из 16—40 деталей — 12 мин и из 40 деталей — 17 мин.
Норму времени на сборку металлоконструкций под сварку можно рассчитать как сумму затрат времени на выполнение отдельных укрупненных переходов. В этом случае технологический процесс сборки расчленяется на укрупненные комплексы приемов по установке и креплению отдельных деталей и сборочных единиц, из которых собирают металлоконструкцию. Например, подать деталь к месту сборки, проверить и установить ее на плиту или стеллаж и т. д.
На данные комплексы приемов и разрабатывают нормы штучного времени, включающие в себя основное и вспомогательное время и время на обслуживание рабочего места и отдых.
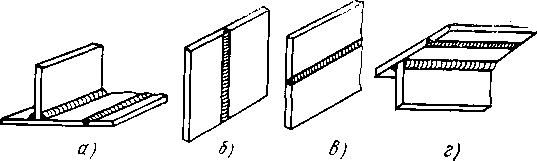
Рис. 1. Классификация сварных швов
Для упрощения расчетов в серийном и крупносерийном производстве к оперативному времени вводят коэффициент, учитывающий время на обслуживание рабочего места, отдых и подготовительно-заключительное время, который составляет для ручной электродуговой сварки 1,10—1,12, для полуавтоматической 1,13—1,21 и для автоматической 1,10—1,23.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Нормирование сборки металлоконструкций под сварку"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы