Строй-Техника.ру
Строительные машины и оборудование, справочник
Наиболее распространенным и универсальным вариантом выполнения операций формообразования заготовок зубчатых колес с центральным отверстием является обработка за две операции на станках токарного типа. При крупносерийном производстве возможно~использование вертикальных многошпиндельных полуавтоматов, при двухцикловой настройке возможна обработка заготовки с обеих сторон.
Протягивание шпоночного паза выполняют по обычной схеме с применением адаптера.
В крупносерийном производстве штампованные заготовки зубчатых колес диаметром до 200—220 мм с более высокой эффективностью обрабатывают по сверлильно-многорезцовому варианту. Вначале обрабатывают посадочное отверстие зубчатого колеса, включая шпоночный паз или шлицы, затем при установке отверстием на оправке —все наружные поверхности.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
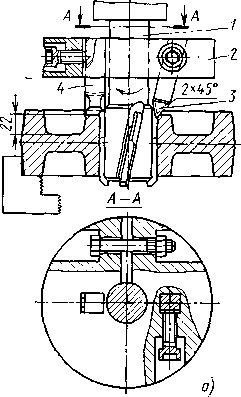
Рис. 1. Обработка зубчатого колеса в крупносерийном производстве:
а — на вертикально-сверлильном станке; б — на токарно-многорезцо вом полуавтомате
При обработке отверстия на вертикально-сверлильном сТайке после сверления применяют комбинированные инструменты. В верхней части зенкера закрепляют кольцо, в котором установлены резцы для снятия фаски и подрезания торца ступицы. Окончательный переход обработки отверстия можно выполнять в той же операции путем развертывания после одного перехода зенкерования. Протяжная операция может включать только протягивание шпоночного паза или, кроме того, обработку отверстия.
Токарно-многорезцовую обработку выполняют при установке заготовки на оправке. Она включает черновую и чистовую операции, выполняемые при аналогичных инструментальных наладках. Если на токарно-многорезцовой операции обработке подлежит лишь один торец, то можно применить консольную оправку с упором детали в необрабатываемый торец. Чтобы оставить доступными для обработки оба торца ступицы, заготовку устанавливают на оправке с натягом; для выхода подрезных резцов предусмотрены канавки К. В момент напрессовки заготовки на оправку выдерживают постоянное расстояние L от базового торца оправки до торца детали, что обеспечивает требуемую точность положения торцовых поверхностей заготовок при установке оправок в центрах станка по отношению к установленным на размеры резцам. Шейка 2V оправки служит для направления заготовки в момент напрессовки на оправку.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Обработка заготовок зубчатых колес с центральным отверстием"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы