Строй-Техника.ру
Строительные машины и оборудование, справочник
Для крепления вентиля в камере его обрезинивают. Чтобы лучше обработать вентиль и обеспечить большую прочность связи резины с вентилем, его изготавливают из латуни, содержащей 59—61% меди, 37—40% цинка, менее 2,5% свинца и менее 0,3% других материалов.
Очистка вентилей. Для повышения адгезии резины к металлу вентили очищают от масла, пыли, продуктов коррозии и других загрязнений, обрабатывая растворами кислот или щелочей, обезжиривая в парах растворителей или используя ультразвук. При кислотном методе 1000—1500 шт. вентилей вначале обрабатывают в ванне с 3%-ным раствором щелочи с добавлением тринатрийфосфата и эмульгатора в течение 30 с. После этого вентили промывают в ваннах сначала горячей, потом холодной водой и сушат воздухом. Затем вентили погружают в фарфоровую ванну для протравливания в течение 60 с смесью серной и азотной кислот (влажные вентили нельзя загружать в кислоту, так как брызги могут вызвать ожоги глаз и кожи).
Кислотный метод обработки вентилей дорог, кроме того, пары кислот разрушают аппаратуру. Поэтому чаще применяется метод обработки вентилей в 5%-ном растворе едкого натра. В эмалированный бак с раствором щелочи одновременно загружают 1000— 1200 вентилей и кипятят в течение 5—7 мин. При использовании этого экономичного метода упрощается технологический процесс и улучшаются условия труда.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
При хорошей вентиляции рекомендуется обезжиривание вентилей проводить в парах трихлорэтилена (1с). После этого вентили подвергают электролизу в растворе, содержащем 4 об. ч. щелочи (NaOH) и 4 об. ч. соды (Na2CO3) при напряжении электрического тока 12 В и силе тока 200 А. Длительность обработки составляет 2,5 мин с вентилями в качестве катода и 2,5 мин с вентилями в качестве анода.
При очистке ультразвуковым методом вентили (до 100 шт.) размещают в кассетах, закладываемых в сетчатые контейнеры, устанавливаемые на плиту в ультразвуковую ванну с 2%-ным водным раствором едкого натра. Вентили обрабатывают при 60— 70 °C в течение 2 мин в ванне с цилиндрическим преобразователем и в течение 5 мин в ванне с плоским преобразователем.
Продольные ультразвуковые волны с диапазоном колебаний от 20 до 106 кГц вызывают образование множества вакуумных пузырьков (каверн). Грязевые частицы, попадая в вакуумные пузырьки, разрушаются. Таким образом происходит очистка вентилей от масляных пятен и частиц грязи. Недостатком этого метода является то, что ультразвуковые волны вызывают звуковую эрозию («выравнивание» латуни) очищаемой поверхности.
Отработанный раствор едкого натра пропускают через капроновый фильтр и используют повторно.
После обработки кислотой, щелочью или ультразвуком вентили промывают в ванне в течение 15 мин проточной химочищенной холодной водой или конденсатом, затем обдувают струей сжатого воздуха и сушат на перфорированных кассетах в сушильном шкафу, в центрифуге или камере при 60—70 °C, после чего охлаждают до 20—30 °C.
Во избежание окисления пятки обработанные вентили покрывают жидким резиновым клеем (методом макания) и сушат 20 мин при 20—30 °C. Обработанные вентили поступают на обрезинивание пяток.
Обрезинивают пятки вентилей в пресс-форме гидравлического пресса, обогреваемой паром. Металлический вентиль вставляют в гнездо пресс-формы, сверху на пятку вентиля накладывают кольцо из невулканизованной резиновой трубки. Резиновую трубку изготовляют на червячной машине и разрезают на специальном станке на кольца. Для облегчения резки резиновую трубку опрыскивают водой. Перед отправкой на вулканизацию заготовки (для удаления из них влаги) обдувают воздухом. После наложения кольца на пятку пресс закрывается и включается командный элек-тропневматический прибор. Вентили для легковых шин вулканизуют в течение 9 мин, для грузовых— 12 мин при 165 °C.
Под действием высокой температуры и давления резиновая заготовка растекается вокруг металлической пятки и привулкани-зовывается к ней. По окончании вулканизации пресс открывается автоматически, и с помощью механического выталкивателя вентили извлекаются из гнезд пресс-формы. После обрезинивания кромку у пяток вентилей обрезают ножницами. Далее проверяют, не забито ли отверстие в корпусе вентиля.
Обрезинивание вентилей для легковых бескамерных шин осуществляется на литьевых машинах ф. «Десма».
Шероховка и промазка клеем обрезиненных пяток вентилей. После обрезинивания вентили поступают на полуавтоматический электропневматический шероховальный станок. Шероховку производят следующим образом. Открывают вентиль воздушной линии и включают электродвигатель, вращающий шарошку, состоящую из дисковых стальных проволочных колец, закрепленных на спирали болтами. Затем вентили вставляют резиновой пяткой вверх в гнезда стола. При подаче сжатого воздуха в пневматический цилиндр стол поворачивается, подставляя один вентиль под шарошку.
После шероховки вентиля стол поворачивают и вентиль выводят из-под шарошки. В это же время под шарошку подводят другой вентиль, находящийся во втором гнезде. При шероховке второго вентиля первый при помощи толкателя вынимают из гнезда, сбрасывают в ящик, а в гнездо вставляют следующий вентиль. Производительность станка составляет 600 вентилей в 1 ч.
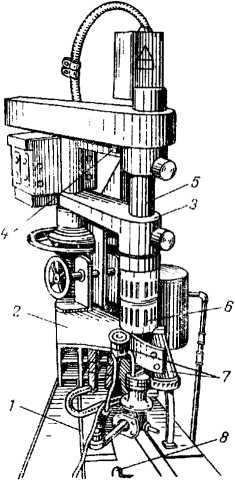
Рис. 1. Полуавтоматический электропневматический станок для шероховки обрезиненных пяток вентилей:
1 — тяга; 2 —стол; 3 — кронштейн; 4 — рама шпинделя; 5 — шпиндель; 6 — шарошка; 7 — гнезда; 8 — педаль.
При этом вентили по очереди занимают рабочее положение под вращающейся проволочной щеткой, приводимой в движение от электродвигателя через клиноременную передачу и контрпривод. Как только гнездо с вентилем расположится под щеткой, шток цилиндра перемещают его по направляющей вверх, прижимая пятку вентиля к вращающейся щетке. Перемещение щетки в осевом направлении происходит при помощи гаек. После окончания шероховки шток цилиндра возвращается в исходное положение, и пружина отводит гнездо от вращающейся щетки. Толщина слоя, снимаемого с поверхности пятки вентиля, регулируется перемещением гайки ществляется автоматически с помощью специального пневматического цилиндра. Такие станки применяют для шероховки вентилей легковых и грузовых камер.
После шероховки резиновую пятку вентиля дважды промазывают резиновым клеем, вентили укладывают на специальные полки и просушивают 20 мин при 20—30 °C. Полки с готовыми резинометаллическими вентилями устанавливают на тележке и транспортируют на участок наклейки вентилей к агрегату для изготовления автокамерных рукавов.
При затекании резинового клея или смеси внутрь вентиля отверстия в корпусе вентилей прожигают иглами, нагретыми в муфельной печи. Прочность связи резины с металлом должна быть не ниже 100 Н.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Обрезинивание вентилей"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы