Строй-Техника.ру
Строительные машины и оборудование, справочник
Под сварку кромки готовят с целью удаления наклепанного металла после резки на ножницах, недопустимого в ответственных металлоконструкциях; для образования фасок, имеющих сложную форму; для получения более точных размеров детали и для улучшения качества поверхности реза после ручной газовой резки у сталей повышенной прочности.
Способы подготовки кромок под сварку определяются толщиной и маркой свариваемых элементов конструкций, типом сварочного соединения, пространственным положением конструкции при сварке и принятым технологическим процессом сварки. При односторонней сварке металла толщиной до 3—6 мм и при двухсторонней сварке толщиной до 8 мм соединение обычно выполняют без скоса кромок. Для сварки металла толщиной свыше 6—8 мм стыковое соединение обычно выполняют с предварительной разделкой кромок. Основными видами разделки кромок являются: односторонняя разделка кромок (при сварке металла толщиной 6—8 мм и более), двухсторонняя разделка кромок (при сварке металла толщиной более 12 мм).
Обработку кромок под сварку можно выполнять на кромкострогальных и торцефрезерных станках либо газовой резкой. Строгание кромок на специальных кромкострогальных станках, отличающихся от продольно-строгальных станков неподвижным столом, осуществляется одним или двумя резцами, расположенными на специальной каретке, перемещающейся в прямом и обратном направлении по направляющим станка. Строгание кромок после механической резки производят на глубину 2—3 мм, а после газовой резки — не менее 4 мм.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
В целях повышения производительности обрабатывать кромки у мелких заготовок типа диафрагм целесообразно на торцефрезерных станках пакетами по 10—15 заготовок и более.
Использование газорезательных машин для резки заготовок с одновременным снятием фасок у ханическую обработку фасок на кромках. Готовить кромки под сварку на газорезательных машинах можно двумя 1, 2 или тремя 1, 2, 3 резаками. Расстояния А и Б между резаками изменяются в зависимости от толщины разрезаемого металла, кроме того, угол наклона между резаками зависит от угла скоса кромок и величины притупления.
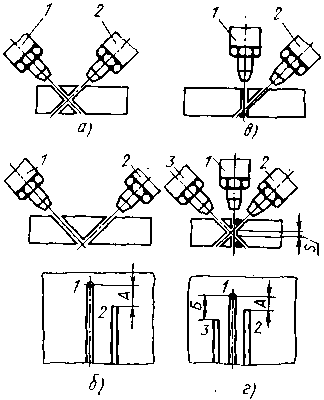
Рис. 1. Схемы подготовки кромок под сварку на газорезательных машинах:
а — Х-образный рез; б — V-образный рез; в — V-образный рез с притуплением; г — Х-образный рез с притуплением
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Подготовка кромок под сварку"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы