Строй-Техника.ру
Строительные машины и оборудование, справочник
Первая стадия сборки легковых радиальных покрышек. На станке А-70 собирают легковые радиальные покрышки с посадочным диаметром борта 13—15” размеров 155R13; 165R13; 175/70R13; 185/70R13; 205/70R14 и др. Все запрограммированные операции производятся автоматически и контролируются с помощью ЭВМ. С трехслойного питателя слои корда подают на сборочный барабан по шарнирно подвешенным лоткам, которые поднимаются и опускаются пневмоцилиндрами. Для центрирования слои пропускаются над воздушными камерами. Правое крыло продевают через сложенный барабан. Затем барабан раскрывамется, вытяжные диски заводятся внутрь барабана, лоток с первым слоем корда опускается. Правое крыло надевается на шаблон стыком вверх. Левое крыло надевается в процессе сборки предыдущей покрышки.
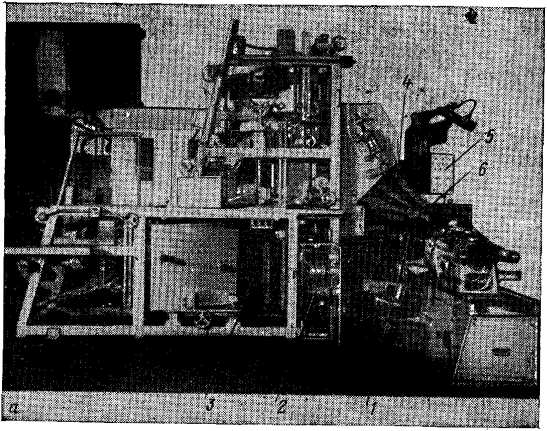
Рис. 1. Станок А-70 для первой стадии сборки легковых радиальных покрышек:
а — общий вид; б — сборочный барабан с прикатчиками; 1 — сборочный барабан; 2 — валик с бортовыми лентами; 3—питатель; 4 — лоток питателя; 5 — пульт управления; 6 — бортовой прикатчик; 7 — вал; 8 — прикатчики боковин.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
При вращении барабана сухим клеем промазывают его плечики. Когда барабан займет требуемое положение, на него накладывают резиновую ленточку и закрепляют ее на промазанных плечиках. Ленточка предохраняет стык при внутренней смазке покрышки.
Первый и второй слой корда накладывают в режиме одного оборота барабана аналогично наложению корда при сборке диагональных шин. При этом стык первого слоя должен быть на резиновой ленточке. После наложения слоев лотки поднимаются. Кнопки управления в момент обжатия корда и посадки крыльев должны оставаться нажатыми, чтобы руки сборщика не попали в станок. После этого вытяжные диски выходят из барабана, бортовые прикатчики заворачивают корд на крыло с одновременной прикаткой при вращении барабана. Лоток питателя текстильных бортовых лент подается вперед. Отодвигается левая станина и крыло надевается на левый шаблон. В режиме одного оборота барабана, поворачивающегося автоматически, на него накладываются бортовые ленты с лотка питателя. Ленты отрезают по длине ножницами и состыковывают. Лоток питателя бортовых лент возвращают назад. Берут две заготовки боковины с лотка питателя и в режиме одного оборота накладывают на барабан. Скосы концов боковин смазывают бензином, состыковывают концы вручную и прикатывают стыки роликом.
При нажатии кнопки управления осуществляется прикатка боковин прикатчиками и складывание барабана. Собранный каркас снимают со сложенного барабана, осматривают изнутри и закладывают в пресс для подпрессовки стыка боковин. После подпрессовки каркасы навешивают на конвейер, транспортирующий их на вторую стадию сборки покрышек.
Вторая стадия сборки легковых радиальных покрышек. На однопозиционном станке Т-10 собирают легковые радиальные покрышки с посадочным диаметром борта покрышек 13—15” с текстильным и металлокордным брекером.
Каркас формуют на эластичной резиновой диафрагме. Перед сборкой на эластичную резиновую диафрагму (барабан) наносят слой смазки из пульверизатора, затем включают вакуум для сжатия диафрагмы и облегчения надевания на не* каркаса. Затем левое зажимное кольцо подводят к барабану. При этом происходит фиксация бортов (расширение правой пружины под диафрагмой), формование каркаса, подвод брекерных шаблонов, опускание лотка с первым слоем металлокордного брекера. В момент сведения шаблонов кнопка управления остается нажатой, чтобы руки сборщика не попали в станок. Затем накладывают по очереди два слоя брекера так, чтобы нити второго слоя перекрещивались с нитями первого слоя и стыки не совпадали.
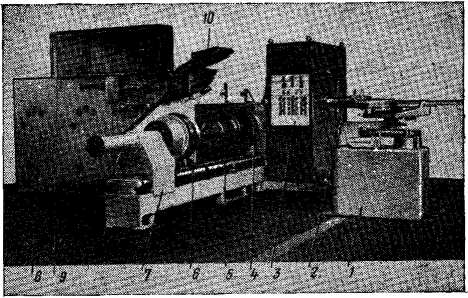
Рис. 2. Схема станка Т-10 для второй стадии сборки покрышек:
1 — питатель протектора; 2 — прижимной ролик; <3 — пульт управления; 4, 6 — шаблоны; 5 — диафрагма; 7 — станина; 8— питатель для слоев брекера; 9 — электроаппаратура; 10 — лоток.
Затем лоток с протектором подается к барабану, который поворачивается для равномерного распределения стыков деталей. Протектор сдвигают, кромку его накладывают на брекер и опускают прижимной ролик. Далее накладывается протектор и лоток отводится от барабана. Протектор стыкуют вручную. Для лучшей прикатки кромки протектора с внутренней стороны освежают бензином. Стык прикатывают роликом, а затем прикатчиками. Одновременно отводят брекерные шаблоны в исходное положение.
После прикатки протектора собранную покрышку снимают с диафрагмы, осматривают и навешивают на конвейер.
На двухпозиционном станке TR-11 собирают легковые радиальные покрышки с посадочным диаметром борта 13—15” с текстильным и металлокордным брекером. Этот станок имеет отдельные позиции для сборки брекерно-протекторно-го браслета и окончательной сборки покрышки.
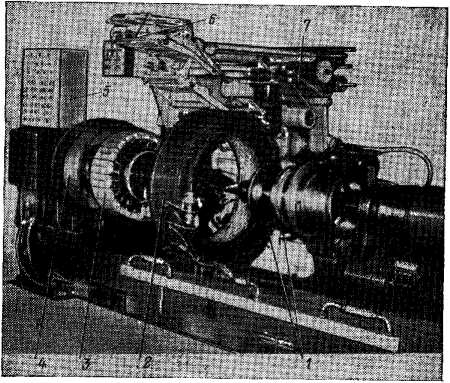
Рис. 3. Двухпозиционный станок TR-11:
1 — фланцы; 2— переносное устройство; 3 — сборочный барабан; 4 — шаблон; 5 — пульт управления; 6 — питатель; 7 — металлокордная брекерная заготовка.
Сборка брекерно-протекторного браслета осуществляется на левой части станка на сегментном металлическом сборочном барабане, расширяемом диафрагмой. Слои корд-брекера с питателя 6 накладываются на барабан. Протектор с питателя подается на последний слой брекера и дублируется с ним. При необходимости диаметр барабана регулируется съемными кольцами. Для освобождения брекерно-протекторного браслета сборочный барабан складывают, стравливая воздух из диафрагмы. Переносное устройство, состоящее из переносного кольца, каретки, направляющего и силового механизма, захватывает брекерно-протекторный браслет и перемещается с ним в центральное положение. При этом брекерно-протекторный браслет удерживается благодаря расширению пневматических диафрагм переносного кольца. Затем брекерно-протекторный браслет переносится на правую часть станка, где производится формование каркаса так же, как на станке Т-10.
После формования на каркас надевается и центрируется брекерно-протекторный браслет. При стравливании воздуха из диафрагм переносного кольца браслет плотно прилегает к каркасу и прикатывается прикатчиками. Далее спускают воздух из диафрагмы станка или внутренней полости каркаса и снимают покрышку со станка.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Сборка легковых радиальных покрышек на станках а-70, т-10 и tr-11"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы