Строй-Техника.ру
Строительные машины и оборудование, справочник
Первая стадия сборки двухслойных легковых радиальных покрышек на станке СПП-66 аналогичная сборке диагональных покрышек. После наложения слоев и заделки крыльев накладывают чеферные и резиновые бортовые ленты и заворачивают их под крыло. В отличие от обработки борта на станке А-70 на станке СПП-66 обработка борта осуществляется на неподвижном сборочном барабане. Барабан складывается и с него снимается каркас, который передается на вторую стадию сборки.
Вторая стадия сборки легковых радиальных покрышек осуществляется на станке СПР-330-300 с питателем или СПР380-420. Каркас надевают на диски барабана-диафрагмы и борта его фиксируют специальным приспособлением. К барабану диафрагме подводят ограничители и подают сжатый воздух (давлением до 0,05 МПа). Происходит формование каркаса.
Одним из основных условий равномерного расположения нитей основы корда в каркасе радиальных покрышек при формовании является отсутствие хаотического разрыва утка, обусловливающего неравномерное разрежение между нитями основы корда. Поэтому необходимо применять корд с эластичным утком.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
На сформованный каркас последовательно накладывают слои корда-брекера и надбрекерную резину с питателя, стыкуют и прикатывают ручным роликом, а затем накладывают протектор с рольганга. Ограничители отводят в исходное положение, а протектор прикатывают прикатчиками при давлении воздуха в диафрагме до 0,15 МПа. Затем накладывают боковины и также стыкуют и прикатывают прикатчиками. Воздух из диафрагмы стравливают и окончательно удаляют вакуумированием. После сжатия диафрагмы собранную покрышку снимают с барабана и на специальном прессе подпрессовывают стыки боковин.
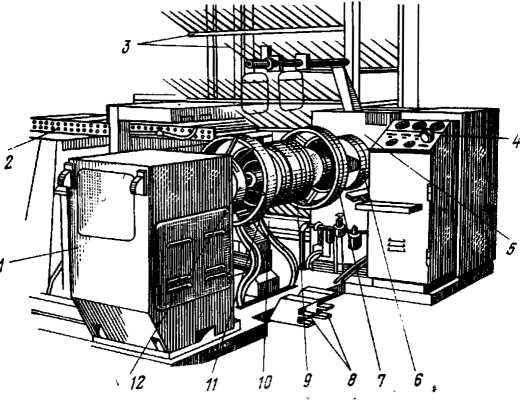
Рис. 1. Сборочный станок СПР-330-300:
1 — левая станина; 2 — питатель для корда; 3 — хранение и подача протекторов (питатель протекторов); 4 — пульт управления; 5 — правая станина; 6, 12 — правый и левый шаблоны; 7, 11 — правый и левый ограничители; 8 — педали; 9 — сборочный барабан-диафрагма; 10 — цилиндры прикатчиков.
Для второй стадии сборки радиальных покрышек с посадочным диаметром 15” на станке СПР-380-420 обеспечена синхронизация отвода ограничительных шаблонов, установлены механизмы автоматического наложения боковин и протектора, имеется питатель для подачи двух слоев перегнутого брекера, предусмотрены цикловое программное управление и система учета выработки с передачей показаний в диспетчерскую или АСУ завода.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Сборка легковых радиальных покрышек на станках спп-66, спр-330-300, спр-380-420"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы