Строй-Техника.ру
Строительные машины и оборудование, справочник
Покрышки собирают на станках различного устройства. Основная часть любого сборочного станка — барабан, конструкция которого определяет особенности сборки покрышек. Сборочные барабаны делятся на два основных вида: с изменяющимися и неизменяющи-мися геометрическими размерами в процессе сборки.
Жесткий металлический барабан с неизменяющимися геометрическими размерами состоит из четырех или шести складывающихся секторов, позволяющих легко снимать собранную покрышку. В середине барабана имеется выпуклая часть — корона. Барабаны отличаются устройством краев — плечиков 6. Если плечики выпуклые, барабан называется полуплоским; барабан, имеющий вогнутые плечики, называется полудорновым. Эти названия имеют соответственно и способы сборки.
Покрышка, собранная на полуплоском барабане, представляет собой браслет. Борта располагаются почти на одной прямой с каркасом, это обусловливается конструкцией выпуклых плечиков сборочного барабана.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
При дальнейших операциях (формование и вулканизация), когда покрышке придается конфигурация готового изделия, ее борта поворачиваются вокруг бортового кольца. Если в борту покрышки имеются два крыла, во время формования они смещаются. Поэтому на полуплоских барабанах рекомендуется собирать покрышки только с одним крылом в борту, к ним относятся покрышки для легковых и грузовых автомобилей (имеющих, как правило, не более восьми слоев в каркасе), мотоциклов и сельскохозяйственных машин.
Бортовая часть покрышек, собранных на полудорновом барабане, загнута внутрь из-за вогнутых плечиков барабана, обеспечивающих такое расположение бортов покрышек, которое при дальнейших операциях не изменяется. В связи с этим на полудорновых барабанах собирают покрышки с одним и более крыльями в борту для грузовых автомобилей, автобусов и троллейбусов. В каркасе этих покрышек имеется четыре и более слоев корда.
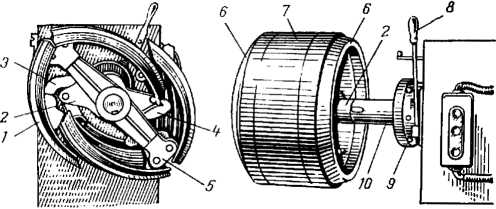
Рис. 1. Жесткий металлический полуплоский барабан станка для сборки покрышек:
1 — сектор барабана; 2 — рычажная муфта; 3} 4 — рычаги; 5 — крестовина; 6 — плечики; 7 — корона; 8 — рукоятка тормоза; 9 — тормоз; 10 — полый вал.
В производстве применяют два типа сборочных барабанов с изменяющимися геометрическими параметрами (диаметром и шириной)—эластичные и разжимные жесткие. Эластичный барабан представляет собой резиновую диафрагму, разжимающуюся под давлением сжатого воздуха, поступающего в ее полость. При спуске воздуха и присоединении к вакуумной линии эластичные барабаны сжимаются.
Разжимной жесткий барабан состоит из отдельных сегментов, которые разжимаются с помощью пневморычажного или винторычажного привода. Поверх сегментов надевают резиновую оболочку для обеспечения беззазорной поверхности.
Покрышки собирают либо в одну стадию (диагональные покрышки), либо в две (радиальные). Способы сборки различают также в зависимости от габаритов покрышек (легковые, грузовые и крупногабаритные покрышки). Сборочные станки для этих покрышек имеют различное устройство.
В зависимости от видов деталей для каркаса и брекера, поступающих на сборку, различают следующие способы сборки покрышек:
1) послойный (безбраслетный), заключающийся в том, что на барабан накладывают отдельные слои обрезиненного корда и прикатывают их; он применяется для сборки всех покрышек;
2) браслетный, когда на барабан надевают готовые каркасные и брекерные браслеты, состоящие из двух и более слоев корда, и прикатывают их; он используется для сборки грузовых и крупногабаритных покрышек;
3) комбинированный, при котором одни детали для каркаса покрышки поступают в виде слоев, а другие — в виде браслетов; иногда он используется для сборки покрышек полудорновым способом.
Основным и наиболее перспективным способом сборки покрышек является послойный, так как при его применении повышается качество шин и облегчается механизация производства. Послойно собирают покрышки полуплоским и полудорновым способами. Сборка покрышек браслетным и комбинированным способами, как правило, осуществляется на полудорновых барабанах.
Покрышки собирают из слоев обыкновенной ширины, уширенных (в два раза большей ширины). Широкую заготовку накладывают на основной и два вспомогательные барабаны станка. Вспомогательные барабаны, расположенные по обе стороны основного, раздвигаются и при движении вперед заворачивают заготовку после вставки крыльев на основной барабан, а затем стыкуют внахлестку по короне. В результате из одной заготовки получается на барабане станка два слоя обрезиненного корда. При применении уширенных слоев повышается производительность и достигается экономия корда и резины.
В зависимости от организации технологического процесса различают индивидуальную и групповую сборки покрышек с разделением операций. Методом индивидуальной сборки каждую покрышку собирают от начала до конца на одном станке. Групповая сборка производится на 7 или более операционных сборочных станках на полуавтоматической линии. На каждом сборочном станке выполняются определенные операции. Этот способ более автоматизирован и отличается большей производительностью по сравнению с индивидуальной сборкой.
Покрышки собирают в соответствии со спецификацией.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Способы сборки покрышек"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы