Строй-Техника.ру
Строительные машины и оборудование, справочник
Усиление стыка автокамер перед вулканизацией. Невулканизован-ные автокамеры снимают с конвейера и укладывают на стеллажи у вулканизаторов.
Перед вулканизацией стык камер замораживают для предупреждения его расхождения при поддувке камер на шаблоне и закладывании их в пресс-формы вулканизаторов. Невулканизован-ную камеру беговой частью укладывают на столе на латунную трубку, в которой протекает охлаждающий агент (раствор хлорида кальция) с температурой от —5 до —10 °C и выдерживают 5— 15 мин. Снижение температуры охлаждающего агента ниже —10 °C и увеличение продолжительности охлаждения могут способствовать образованию наплывов по стыку. Повышение температуры и сокращение продолжительности охлаждения приводит к расхождению стыка. Для лучшего замораживания стыка латунную трубку необходимо чистить не реже чем через 2—3 дня.
На некоторых заводах для усиления стыка камер вместо замораживания на 3/4 его длины наклеивают ленточки из обрезиненного велотреда или резиновой смеси шириной 12—15 мм. По всей длине стыка ленту наклеивать нельзя, так как она будет препятствовать растяжению камеры по месту стыка.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
После наклейки ленты стык камеры помещают под прессующие матрицы станка на 2,5 с. Под действием сжатого воздуха, подаваемого в воздушный цилиндр, матрицы опускаются и прессуют стык камеры. Метод усиления стыка камеры путем наклейки лент — очень трудоемкая операция. Кроме того, при наклейке лент могут образовываться дефекты камер (пузырь под лентой, отслоение лент и др.), снижающие качество камер.
Формование (поддувка) камер на шаблоне. Формование камерных заготовок из резиновых смесей на основе непредельных каучуков производится в два приема сжатым воздухом давлением 0,15—0,2 МПа, а на основе бутилкаучука — при давлении до 0,3 МПа.
Камеру надевают на шаблон и центрируют. Вентиль вставляют в отверстие корпуса соединительного механизма, зажимая его пружинной защелкой. Корпус механизма соединен с трубкой для подачи сжатого воздуха из линии. На первой стадии поддувают воздух до тех пор, пока стенки камеры не коснутся первого автоматического ограничителя, отключающего подачу воздуха в камеру. Камера поддувается на 15—20 мм меньше заданного размера и выдерживается в течение одного цикла вулканизации для частичной релаксации напряжений, возникающих при ее формовании.
Перед закладкой в индивидуальный вулканизатор камеру снова поддувают, пока ее стенки не достигнут второго жесткого ограничителя. Затем вентиль камеры закрывают резиновой пробкой. Камеру осматривают, проверяя, нет ли на ее поверхности посторонних включений и пузырьков. Автомобильные камеры большого размера при поддувке сжатым воздухом поддерживают снизу для того, чтобы они не обвисали.
Вулканизация камер в индивидуальном (одноместном) вулканизаторе. В зависимости от размера автомобильные камеры вулканизуют в 1140 мм (45”) и 1400 м (55”)-ых одноформовых вулканизаторах. Для больших камер применяют 1900 мм (75”)-ые и другие вулканизаторы. На рис. 1 показан одноформовый вулканизатор для автокамер.
Внутренняя поверхность пресс-форм должна быть гладкой и чистой для обеспечения хорошего растекания резиновой смеси по форме и улучшения товарного вида камеры. Перед загрузкой камеры в вулканизатор пресс-форму периодически обдувают сжатым воздухом для удаления посторонних предметов и опрыскивают из пульверизатора силоксановой смазкой. При достаточном опудривании поверхности камер тальком силоксановая смазка для пресс-форм не применяется.
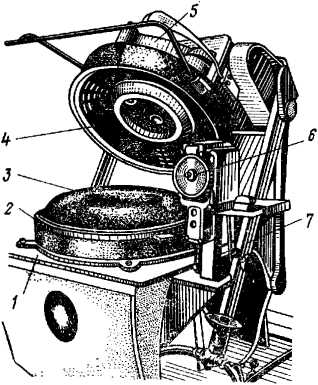
Рис. 1. Одноформовый вулканизатор для автокамер:
1 — стол вулканизатора;- 2 — нижняя половина пресс-формы; 3 — камера; 4 — верхняя половина пресс-формы; 5 — поперечина; 6 — командный электропневматический прибор КЭП-12у; 7 — рычажный механизм.
Поддутую камеру снимают с шаблона и закладывают в нижнюю половину пресс-формы вулканизатора. Вентиль камеры вставляют в отверстие корпуса соединительного механизма и камеру дополнительно поддувают. Нажатием пусковой кнопки включают электродвигатель, который через червячный редуктор приводит во вращение вал. Под действием рычажного механизма вулканизатор закрывается. Одновременно открывается доступ воздуха в КЭП-1 бу, управляющий процессом вулканизации. Вулканизация легковых камер на основе бутилкаучука производится при температуре 170 °C в течение 4—5 мин, грузовых — при 180 °C, 6—10 мин, в случае использования непредельных каучуков — при 155—161 °C в течение 8—15 мин в зависимости от их размера и состава смеси.
Для опрессовки в камеру подается сжатый воздух под давлением не менее 0,6—0,7 МПа или перегретый водяной пар под давлением 0,7—0,8 МПа. При подаче пара обеспечивается двусторонний обогрев камеры во время вулканизации, что приводит к сокращению продолжительности вулканизации и увеличению производительности труда вулканизаторщиков. После окончания вулканизации воздух из камеры автоматически выпускается и открывается пресс-форма. При применении пара в конце вулканизации он отсасывается из камеры в течение 2—3 мин при разрежении 26—39 кПа. Затем камеру навешивают на конвейер, подающий ее на заключительные операции.
Вулканизация камер на поточной линии в многоместном вулканизаторе, работающем с автоматическим и ручным управлением. Многоместные вулканизаторы для легковых камер состоят из восьми, а для грузовых камер — из двенадцати пресс-форм или секций, расположенных в вертикальном положении. Пресс-формы обогреваются паром давлением 0,8 МПа, поступающим в паровую рубашку. Открытие и закрытие байонетных затворов пресс-форм и перемещение их вулканизационных элементов осуществляется с помощью гидравлического привода. Перед вулканизатором установлена стойка с питающими шаблонами для поддувки камер. Сначала на шаблон надевается и поддувается невулканизованная камера. Затем стойка с шаблонами и камерой поворачивается на 120°. Камеру поддувают сжатым воздухом (давлением 0,2—0,3 МПа) до ограничителя. Отверстие вентиля заполняется легкоплавкой массой (пластелиновой пастой) для предупреждения утечки воздуха. При дальнейшем повороте стойки на 12(У к питающему шаблону подходит механизм загрузки (грузчик), камера при помощи толкающего приспособления под действием пневматических цилиндров сталкивается на шаблон загрузчика, который передвигается вдоль многоместного вулканизатора и останавливается перед раскрытой вулканизационной секцией, в которую необходимо загрузить камеру. При повороте штанги шаблон с камерой заходит между полуформами вулканизационной секции и, приблизившись к половине пресс-формы, останавливается, сталкивает камеру в форму и выравнивает ее по окружности с помощью загрузочных лопаток. Затем шаблон со штангой выходит из полуформ и возвращается к шаблону питателя. Пресс-форма закрывается и запирается байонетным затвором. Внутрь камеры подается сжатый воздух (давлением 0,6 МПа) для формования и опрессовки ее в процессе вулканизации. Аналогично загружаются все вулканизационные секции.
После заполнения последней секции загрузчик с невулканизо-ванной камерой на шаблоне подходит к первой секции, в которой к этому времени вулканизация закончилась. Механизм перемещения секций отодвигает левую полуформу. Механизм выгрузки, расположенный с другой стороны многоместного вулканизатора, перемещается в раскрытую секцию и при помощи верхнего и нижнего пневмозахватов вынимает свулканизованную камеру из полуформы, а загрузчик производит загрузку следующей камеры. В дальнейшем процесс выгрузки и загрузки камер повторяется во всех секциях.
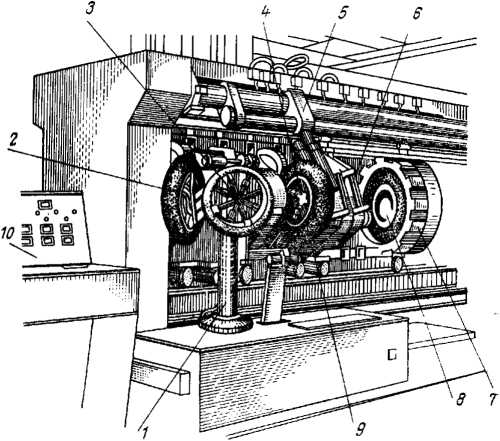
Рис. 2. Многоместный вулканизатор для камер:
1 — вертикальная стойка; 2, S, 9 — камеры; 3 — питающий шаблон; 4 — шаблон механизма загрузки; 5 — механизм загрузки; 6 — гидравлический цилиндр; 7 — пресс-форма; 10 — пульт управления.
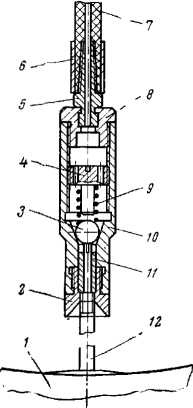
Рис. 3. Устройство для поддувки камер:
1 — камера; 2 — наконечник; 3 — шарик; 4 — ограничитель; 5 — штуцер; 6, 11 — втулки; 7 — шланг; 8 — гайка; 9 — пружина; 10 — корпус; 12 — корпус вентиля.
Свулканизованные камеры ленточным и крючковым конвейерами подаются на заключительные операции. Режим вулканизации такой же, как в индивидуальных вулканизаторах. Процессом вулканизации управляет КЭП-16у. Вулканизатор может работать с ручным управлением.
Двенадцатиместная линия вулканизации камер при цикле вулканизации 12 мин дает возможность в каждую минуту выпускать по одной камере. Применение этой линии вместо индивидуальных вулканизаторов позволяет сэкономить 77% площади, 30% металла, высвободить 50% технологического персонала и улучшить условия труда.
Заключительные операции по изготовлению автокамер. При поточном производстве камеры поддувают сжатым воздухом с помощью специального устройства на движущемся ленточном транспортере следующим образом.
Корпус вентиля вставляют в наконечник. При этом корпус вентиля отжимает шарик, который освобождает проход воздуху. Одновременно через шланг и штуцер сжатый воздух поступает в корпус приспособления, а затем через корпус вентиля— в камеру. Как только устройство снимается с вентиля, пружина прижимает шарик к седлу и выход воздуха из устройства в атмосферу прекращается. Далее с помощью специального приспособления золотник завертывается в корпус вентиля. Вначале золотник вставляют в корпус вентиля вручную, затем приспособление надевают на корпус вентиля и нажатием на микровыключатель 8 включают электродвигатель, который приводит во вращение отвертку (происходит завертывание золотника). После этого камера подается на поддувку для проверки качества.
На ряде заводов золотник вентиля ввинчивается на небольшом станке. Рабочие части станка — шпиндель и патрон приводятся в движение электродвигателем. Внутри патрона вставлен палец, на конец которого надевается пружина для придания ему упругости во время завинчивания золотников. На другом конце пальца находится вилка для входа головки золотника. Сначала золотник ввинчивают в корпус вентиля вручную на 1—2 оборота. Головку золотника вставляют в патрон станка и при вращении патрона золотник ввинчивается в корпус вентиля.
Камеры поддувают на карусельном станке, поворачиваемом вручную вокруг вертикально расположенной стойки. Вентиль камеры соединяют с механизмом и поддувают камеру так, чтобы ее габариты были больше нормальных на 2—10%.
Затем контролеры ОТК разбраковывают камеры по внешнему виду на два сорта или отправляют их в ремонт и выявляют дефекты.
При определении качества- готовых камер необходимо тщательно проверить их герметичность в заводских условиях. Для этого в ванну длиной 4,7 м загружают камеры, которые движутся под металлической сеткой или под клиновыми ремнями на глубине 200 мм. Сетка или ремни перемещают камеру к противоположному концу ванны и не позволяют ей всплывать на поверхность. Выделение пузырьков воздуха показывает, что стенки камеры негерметичны или неправильно ввинчен золотник в корпус вентиля.
После испытания на герметичность изгибают корпус вентиля автокамеры и навинчивают колпачок. (Корпус вентиля изгибают только у камер грузовых шин для правильного его размещения в ободе колеса и удобства накачивания шины воздухом). Вентиль обычно изгибают на станке в двух местах: один изгиб (нижний) делается под углом 90°, второй (верхний)—под углом 120—160°.
Колпачок навинчивают на корпус вентиля на станке или вручную и изолируют кусочками прорезиненной ткани для предупреждения прокола его острыми концами других камер. Готовая автомобильная камера на крючковом конвейере направляется на комплектование.
Если камеры отправляются потребителям без покрышек, то из них полностью отсасывают воздух на приспособлении, по устройству аналогичном приспособлению для поддувки.
Камеры, имеющие дефекты: «вмятины», «царапины», «складки», «наплывы», «отслоение фланца» и другие, — ремонтируют на шинных заводах. Поврежденные участки камер зашероховываются с помощью абразивного шероховального круга или проволочной щетки. Затем с поверхности камеры удаляется пыль с помощью мягкой щетки или сжатого воздуха. На ремонтируемый участок наносят два слоя клея с последовательной сушкой, накладывают заплату из камерной резиновой смеси толщиной 1,5—2,0 мм, прикатывают ее роликом и вулканизуют в течение 12—15 мин на плите, обогреваемой паром или электричеством. Для ремонта камер используют клей из НК или хлорбутилкаучука концентрацией 8—10%. При замене вентиля камеру снова вулканизуют в индивидуальном вулканизаторе. Из двух дефектных камер вырезают хорошие участки, склеивают их между собой с образованием двух стыков и вулканизуют в индивидуальном вулканизаторе в течение 10—12 мин.
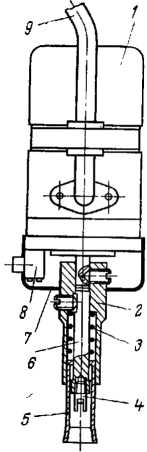
Рис. 4. Приспособление для завертывания золотника:
1 — электродвигатель; 2 — муфта; 3 — пружина; 4 — отвертка; 5 — насадка; 6 — хвостовик; 7 — кожух; 8 — микровыключатель 9 — кабель для подвода электроэнергии.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Вулканизация и отделка автокамер"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы