Строй-Техника.ру
Строительные машины и оборудование, справочник
Формование покрышек. Невулканизованные покрышки и варочные камеры подаются к форматору на подвесных крючковых конвейерах. Варочные камеры должны быть промазаны глицерино-ксилитаповой смазкой, просушены и охлаждены до 60—70 °C.
Варочную камеру навешивают на крюк форматора так, чтобы отверстие ее находилось внизу. В отверстие варочной камеры вставляют металлический наконечник, присоединенный к резиновому шлангу, по которому поступает воздух. Крюк прикреплен к штоку, помещенному внутри плунжера.
При подаче воздуха в малый цилиндр (на рисунке не показан), расположенный над рабочим цилиндром, варочная камера поднимается на крюке и затягивается внутрь плунжера. Затем на стол форматора устанавливают покрышку так, чтобы стык протектора не совпадал со стыком варочной камеры. В местах стыков обычно имеются утолщения, поэтому при совпадении стыков это место в покрышке будет прогреваться медленнее, в резуль тате чего может получиться брак — недовулканизация.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
При подаче сжатого воздуха в два цилиндра (на рисунке показан один) плунжер опускается вниз до соприкосновения с бортами покрышки. В покрышку подают сжатый воздух под давлением 0,25—0,35 МПа (в зависимости от размера и слойности покрышки). Крюк с варочной камерой опускают до крайнего нижнего положения и в варочную камеру по шлангу подают сжатый воздух. При этом покрышка принимает необходимую форму, а варочная камера выправляется в покрышке и принимает нормальное положение. Формованную покрышку вместе с вложенной в нее варочной камерой снимают со стола форматора и отправляют по рольгангу 1 на загрузочный конвейер и далее на вулканизацию.
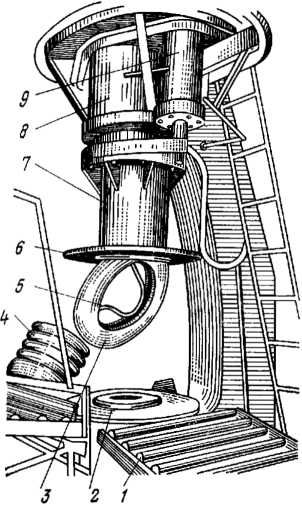
Рис. 1. Формование покрышки на универсальном форматоре с воздушным приводом:
1 — рольганг; 2 — стол; 3—варочная камера; 4— покрышка до формования; 5 — резиновый шланг; 6 — подвижный профильный диск; 7 — полый плунжер; 8 — рабочий цилиндр; 9 — цилиндр для опускания и поднимания плунжера.
Вулканизация покрышек в автоклавах. Наружную поверхность невулканизованных покрышек покрывают смазкой, содержащей технический углерод, а борта — мыльной смазкой. Затем покрышку закладывают в нижнюю половину пресс-формы. Из отверстия варочной камеры вынимают заглушку (пробку) и вставляют вентиль— металлическую трубку с адаптером (переходником) на конце. После чего закрывают пресс-форму, подпрессовывают ее на гидравлическом прессе и при помощи электротельфера загружают в автоклав на подвижный стол. При этом съемный конусный выступ со сквозным отверстием верхней половины пресс-формы входит в соответствующую конусную выемку с отверстием нижней половины, благодаря чему образуется канал для подачи пара, перегретой и холодной воды в варочную камеру.
При загрузке автоклава ствол постепенно опускается. После загрузки в него 13—25 пресс-форм (в зависимости от размера покрышек и высоты корпуса автоклава) на верхнюю пресс-форму устанавливают уравниватель и закрывают крышку автоклава. Затем для создания прессового усилия в рабочий цилиндр при помощи распределителя подают воду низкого (2—2,5 МПа), а затем — высокого (10 МПа) давления.
Для более быстрого нагрева покрышек внутрь варочных камер сначала подают пар, а затем перегретую воду с температурой до 180 °C под давлением 2—2,5 МПа. Давлением перегретой воды опрессовывается каркас покрышки и протекторный рисунок. После этого в корпус автоклава подают пар под давлением 0,35—-0,45 МПа для обогрева с наружной стороны пресс-форм и заложенных в них покрышек. Продолжительность вулканизации 60— 100 мин (в зависимости от размера покрышек). Покрышки больших размеров вулканизуют в течение 2,5—3,5 ч.
По окончании вулканизации прекращают подачу пара в корпус автоклава и спускают перегретую воду из варочных камер. Затем в варочные камеры подают холодную воду под давлением 2—2,5 МПа для предупреждения расслоения, повышения монолитности и снижения усадки покрышек. В корпус автоклава также подают холодную воду под давлением 0,30—0,40 МПа для охлаждения покрышек с наружной стороны. Управление процессом вулканизации покрышек в автоклаве в соответствии с заданным режимом производится при помощи КЭП-1 бу.
Охлажденные пресс-формы выгружают из автоклава и по транспортерам направляют на разгрузку. Раскрытие пресс-формы производится автоматическим раскрывателем пневматического действия при остановленном транспортере по команде КЭП-16у. Покрышку вынимают из пресс-формы при помощи электротельфера и осматривают с обеих сторон. Из варочной камеры вынимают вентиль и удаляют воду. После этого из покрышки вынимают варочную камеру.
Вулканизация покрышек в индивидуальных вулканизаторах. Невулканизованные покрышки подвесным конвейером подаются к вулканизаторам. В отверстие варочной камеры вставляют металлическую трубку с адаптором. После этого покрышки с помощью механического загрузчика снимают с подвесного конвейера и закладывают в нижние половинки пресс-форм, а адаптер соединяют с линией подачи пара, перегретой и холодной воды в варочную камеру и закрывают вулканизатор.
Вулканизация покрышек в вулканизаторах размеров 914 мм (36”), 1143 мм (45”), 1397 мм (55”) с двумя пресс-формами осуществляется при следующих условиях: пресс-форма непрерывно обогревается до 155 °C паром, поступающим в ее рубашку, внутрь варочной камеры для ее прогрева подается пар давлением до 1,2 МПа в течение 5—10 мин, а затем — перегретая вода с давлением 2,2—2,5 МПа и температурой не ниже 165°C для прессовки и вулканизации покрышки в течение 30—45 мин. По окончании вулканизации перегретая вода выпускается из варочной камеры и в течение 6—10 мин подается холодная вода под давлением 1,2 МПа для охлаждения покрышек. По окончании цикла вулканизации вулканизатор автоматически открывается. Готовые покрышки легко вынимаются из пресс-формы. Общая продолжительность вулканизации покрышек составляет 40—80 мин (в зависимости от их размера).
Для вулканизации покрышек применяют также индивидуальные вулканизаторы размеров 1651 мм (65”) и 1910 мм (75”) с одной пресс-формой, помещенной в паровой камере. Обогреваются пресс-формы паром, непосредственно поступающим в паровую камеру. Поэтому такие вулканизаторы называются автоклавными. В них применяется двухстороннее охлаждение покрышек — со стороны пресс-формы и со стороны варочной камеры.
Особенности вулканизации крупногабаритных покрышек. На передовых отечественных и зарубежных шинных заводах вулканизацию крупногабаритных покрышек (КГП) в автоклав-прессах и индивидуальных вулканизаторах осуществляют с применением сменных диафрагм вместо варочных камер.
Расход резины на диафрагмы по сравнению с варочными камерами снижается в 6—8 раз, а производительность труда повышается в 2,0—2,5 раза.
Для формования покрышек 44,5—45 и 40,00—57 на сменных диафрагмах применяются форматоры размером от 45” до 67”, а для вулканизации — автоклав и одноформовой индивидуальный вулканизатор 2300 мм (200”).
Продолжительность вулканизации КГП (например, 27,00—49) в автоклаве 7,5 ч. В один автоклав одновременно загружают четыре пресс-формы. По окончании вулканизации из вулканизованной покрышки вынимают диафрагму на том же форматоре.
Все транспортные операции, связанные с подготовкой к формованию и вулканизации покрышки, осуществляются с помощью мостового крана.
Индивидуальные вулканизаторы для КГП снабжены байонетным кольцом, для поворота которого при открывании и закрывании камеры в станине имеются два гидравлических цилиндра.
В качестве основного теплоносителя в диафрагме предусматривается перегретая вода с температурой 160—190°С±2°С(в зависимости от размеров покрышек). Для большинства размеров покрышек используется циркуляция перегретой воды в диафрагме в течение всего периода вулканизации. В связи со значительной длительностью режимов для покрышек 44,5—45; 40,00—57; 37,5— 39; 27,00—49 предусматривается циркуляция перегретой воды в начальный период.
Выемка варочных камер. Выемка варочных камер из покрышек с одним крылом в борту производится на станке типа РАК- Покрышку с вложенной в ее полость варочной камерой располагают вертикально на станке. Затем при помощи ножной педали опускают два вертикальных крюка между бортом покрышки и варочной камерой для удерживания покрышки при выемке из нее варочной камеры. После закрепления покрышки подают сжатый воздух в воздушный цилиндр горизонтального крюка, шарнирно закрепленного на штоке. При этом крюк подается вперед к покрышке и проходит через прорезь рамы. Рабочий вручную зацепляет крюком варочную камеру в покрышке. При обратном ходе горизонтального крюка варочная камера вынимается из покрышки.
Варочные камеры из покрышек с двумя крыльями в борту вынимают из станка ВВК-4. Покрышку с вложенной в нее варочной камерой устанавливают вертикально между передвижными щеками на передвижном столе. Поворотом ручки воздушного крана подают сжатый воздух В цилиндры привода захватов, которые при этом заходят за борта покрышки. Затем при помощи механизма приводят в действие щеки. Захваты, расположенные по окружности бортов покрышки, разводят борта в стороны. Крюк («механическая рука») передвигается по направлению к покрышке, захватывает варочную камеру и при обратном движении вынимает ее из покрышки. Затем захваты освобождают борта покрышки.
Во время работы на этом станке усилия равномерно распределяются по бортам покрышки, и поэтому она не деформируется.
Вода из варочной камеры удаляется при помощи приспособления (так называемого пистолета), вставляемого в отверстие варочной камеры. С помощью сжатого воздуха, поступающего пег внутренней трубке, вода из варочной камеры удаляется по наружной трубке, затем по шлангу подается в сборник и отводится в канализацию. Затем камеру проверяют на герметичность (поддувкой сжатым воздухом при избыточном давлении не более 0,15 МПа) и подвергают наружному осмотру.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Вулканизация покрышек в автоклавах и индивидуальных вулканизаторах"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы