Строй-Техника.ру
Строительные машины и оборудование, справочник
Для вулканизации радиальных покрышек применяют форматоры-вулканизаторы типа «автоформ» или «бег-о-матик» и поточные автоматизированные линии (типа ВПП).
Преимуществами применения форматоров-вулканизаторов типа «автоформ» вместо «бег-о-матик», особенно для вулканизации радиальных покрышек, являются надежность центровки и фиксации бортов, а также дополнительный обогрев протекторной зоны (что очень важно при тонкостенном каркасе шин) и применение диафрагмы с меньшей толщиной стенки, что ускоряет прогрев покрышки и повышает производительность оборудования.
Высококачественные радиальные покрышки и диагональные с увеличенной глубиной рисунка протектора выпускают при вулканизации их в секторных пресс-формах, которые устанавливаются на специально предназначенных форматорах-вулканизаторах. Форматоры-вулканизаторы снабжены механизмами (гидроцилиндры или пружины) для управления секторами и верхним бортовым кольцом. Секторные пресс-формы имеют зональный обогрев.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
К основным деталям секторной пресс-формы относятся: основание, сегменты и крышка. Секторы перемещаются по радиальным направляющим основания пресс-формы с помощью полозьев. С применением секторных пресс-форм за счет радиального перемещения их секторов на глубину, равную глубине рисунка, обеспечивается свободный выход элементов (шашек) протектора из пресс-формы при выгрузке без дефектов-надрывов и слоистости шашек.
Секторные пресс-формы предотвращают перекос слоев брекера, обеспечивают минимальную вытяжку брекера (2% против 4—5%), уменьшают радиальные и боковые биения и статический дисбаланс покрышек.
Вулканизация радиальных покрышек в форматорах-вулканизаторах. Радиальные покрышки имеют тонкий и гибкий каркас, поэтому во избежание деформирования их хранят подвешенными за борт на специальных подвесках цепного конвейера.
Формование радиальных покрышек на форматоре-вулканизаторе проводится в две-три стадии при давлении пара: на линии 0,12—0,15 МПа, в диафрагме 0,08—0,10 МПа.
Как только верхняя полуформа при закрывании форматора-вулканизатрра достигнет верхнего кольца диафрагмы, давление формующего пара уменьшают до 0,05 МПа для предотвращения передувания покрышек. Когда расстояние между полуформами станет равным 70—80 мм, выпуск пара прекращается. Пресс-формы закрываются при давлении в диафрагме 0,07— 0,09 МПа.
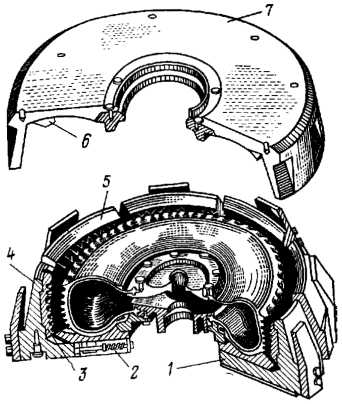
Рис. 1. Секторная пресс-форма для вулканизации радиальных покрышек:
1 — основание; 2 — пружина; 3, 6 — вкладыш; 4 — сегмент; 5 — сектор; 7 — крышка.
Вулканизация радиальных покрышек на поточной линии. Автоматизированные поточные линии представляют собой вулканизаторы с системой подачи «сырых» и отбора вулканизованных покрышек. Для вулканизации радиальных покрышек применяются различные вулканизаторы:
Буквы ВПМ обозначают вулканизатор позиционный многоместный; 2 — число пресс-фррм в вулканизационном элементе; 100, 200 и 300—распорное усилие (т) на одну пресс-форму.
Вулканизация грузовых радиальных покрышек. Многопозиционный вулканизатор грузовых покрышек ВПМ-2-200 с подвижным перезарядчиком представляет собой металлический стол, на котором установлены 36 пресс-форм (по две в ряд), из них 30 рабочих и 6 резервных. Нижние половины пресс-форм, соединяемые с верхними с помощью байонетного затвора, прикреплены к столу; в них монтируются диафрагмы и механизмы управления (как у форматора-вулканизатора).
Для перезарядки пресс-форм предусмотрен перезарядчик, который перемещается по рельсам, расположенным по краям стола, со скоростью 15,5 м/мин. Привод перезарядчика осуществляется от двух электродвигателей мощностью 1 кВт через коническо-цилиндрические редукторы.
Процесс одновременной перезарядки двух пресс-форм (вулканизационного элемента) включает следующие операции:
— прием покрышек с общего цехового конвейера на наклонный рольганг транспортной системы поточной линии;
— навеску покрышек на подвески транспортной системы (питающего конвейера), которая ритмично подает их к перезарядчику;
— перемещение перезарядчика от одного вулканизационного элемента к другому и фиксацию (привод фиксатора осуществляется от двух гидроцилиндров);
— опускание траверсы перезарядчика от верхней мертвой точки до нижней (привод траверсы производится от электродвигателя мощностью 7,5 кВт через цилиндрический двухступенчатый редуктор и кривошипный механизм);
— открытие байонетных замков, подъем траверсы с полуформами, расфиксация;
— перемещение перезарядчика на позицию выгрузки и фиксацию;
— опускание рычагов механизма, выгрузку ранее свулканизован-ной покрышки из нижней полуформы и выталкивание диафрагмы из покрышки;
— поворот рычагов и подъем рольгангов механизма выгрузки, опускание нижнего бортового кольца, сброс покрышек на отборочный ленточный транспортер и подача их на установку для охлаждения под давлением;
— опускание рольгангов и поворот рычагов механизма выгрузки в исходное положение;
— прием невулканизованных покрышек на патрон загрузочного устройства и разжатие лепестков патрона для удержания покрышек;
— поворот патронов механизма загрузки на 180° и опускание их с посадкой покрышки на диафрагму;
— предварительное формование покрышек при подаче формующего пара в диафрагму давлением 0,15—0,2 МПа;
— складывание лепестков патрона и подъем его, поворот механизма загрузки в исходное положение;
— расфиксацию, перемещение перезарядчика в позицию окончательного формования и фиксацию;
— опускание траверсы с верхними полуформами, окончательное формование покрышки, смыкание полуформ, закрытие байонетных замков, подъем траверсы;
— расфиксацию и передвижение перезарядчика к следующей паре пресс-форм.
После окончания формования двух покрышек и закрытия пресс-форм включается КЭП-16у и проводится вулканизация по режиму, приведенному ниже.
После перезарядки (4,5 мин) перезарядчик возвращается к первой паре пресс-форм; его загрузочные патроны находятся при этом в верхнем положении. При построении режима вулканизации на поточной линии предусматривается одностороннее охлаждение покрышек в пресс-форме под давлением. При этом вначале отключают подачу пара в паровую камеру, а затем подают холодную воду в диафрагму. Вулканизованные покрышки охлаждают на стабилизаторах под давлением. Продолжительность (мин) вулканизации грузовых покрышек на различном оборудовании приведена ниже: рым передвигается перезарядчик, обслуживающий поочередно вулканизационные элементы.
В вулканизаторе ВПМ-2-100 применены вулканизационные элементы с убирающимися диафрагмами типа «автоформ», которые повышают надежность работы центрального узла элемента ввиду отсутствия уплотнительных устройств. Подача теплоносителей осуществляется через кольцевой коллектор в верхней части приемного цилиндра диафрагмы, что исключает образование застойной зоны по нижней боковине покрышек.
Загрузка, формование и вулканизация покрышек на линии производится следующим образом. Покрышки удерживаются загрузочным устройством в верхнем положении. По команде, подаваемой с пульта управления, расположенного на перезарядчике, загрузочные патроны поворачиваются на 180° и опускаются, помещая покрышки в нижние полуформы. В полость диафрагм подается формовочный пар. Диафрагма выталкивается из цилиндра в полость покрышки и расправляется, покрышка формуется. После этого лепестки загрузочного патрона складываются, освобождают верхний борт покрышки, и патроны поднимаются вверх. Траверса перемещается вперед, и загрузочные патроны возвращаются в исходное положение для приема сырых заготовок покрышек.
Далее для удержания диафрагм в полости покрышек давление формовочного пара автоматически поддерживается в пределах 0,02—0,03 МПа. Такое давление сохраняется в диафрагме в период опускания верхней траверсы до полного смыкания полуформ. Затем происходит вулканизация.
Для облегчения выгрузки покрышек из нижних полуформ в диафрагму подается сжатый воздух давлением 0,5 МПа, так как при сливе остатков теплоносителей в диафрагме создается разрежение, затрудняющее эту операцию. При этом из диафрагмы быстро удаляется остаток воды, и диафрагмы полностью убираются в цилиндры. При опускании реек механизма выгрузки полость диафрагмы соединяется с атмосферой. Траверсы поднимаются, и открываются паровые камеры.
Производительность поточной линии ВМП-2-200 для покрышек 260—508Р составляет 30 шт/ч. Одна линия для вулканизации грузовых покрышек заменяет по производительности 16—19 форматоров-вулканизаторов, что обусловливает сокращение производственных площадей и снижение стоимости оборудования в 1,5— 2,0 раза.
Вулканизация легковых радиальных покрышек. В вулканизаторе ВПМ-2-100 для легковых покрышек принято однорядное расположение паровых камер.
В верхних полуформах с помощью секторных механизмов удерживаются за верхний борт покрышки, которые затем передаются на установки для охлаждения. Для сокращения общей продолжительности перезарядки загрузка в пресс-формы и формование заготовок покрышек совмещены с выгрузкой свулканизованных покрышек из пресс-форм. Каждый вулканизационный элемент (две пресс-формы) оснащен четырехместной установкой для охлаждения покрышек под давлением после вулканизации.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Вулканизация радиальных покрышек"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы