Строй-Техника.ру
Строительные машины и оборудование, справочник
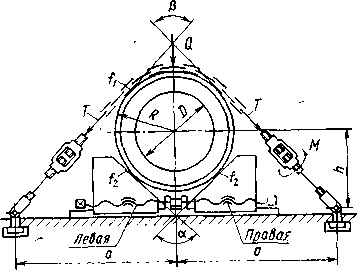
Расточная операция. При подготовке горизонтально-расточного станка для растачивания барабана регулируемые призмы устанавливают на столе станка так, чтобы ось поворота стола и ось шпинделя станка лежали в вертикальной плоскости, проходящей через вершины обеих призм с точностью 0,15—0,2 мм. Выверкой призм гарантируется требуемое положение оси барабана в вертикальной плоскости; положение оси барабана в горизонтальной плоскости обеспечивается также выверкой. Для этого с помощью штанген-рейсмуса проверяют расстояние от плоскости стола до осевой разметочной риски. Если расстояния в концевых сечениях барабана не равны между собой, то один конец барабана поднимают или опускают, сближая или раздвигая плоскости призмы путем поворота винта с правой и левой нарезками. Если отливка не размечена, то расположение осей выверяют по внутренней поверхности барабана также от плоскости стола.
В процессе проектирования расточной операции обработки барабана на горизонтально-расточном станке необходимо выбрать цепь и диаметр винта стяжки, при которых будет обеспечена требуемая сила зажима. На рис. 1 показана схема такой установки барабана.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 1. Схема расчета зажимных сил
Токарные операции. Для обработки наружных поверхностей с образованием винтовых канавок барабан устанавливают в патроне с опорой вторым концом на задний центр.
Если токарная операция является первой, деталь опирается на центрирующий диск (грибковый центр), установленный во вращающемся центре задней бабки. Если выточка под ступицу обработана, то вместо центра используют приспособление типа ступицы (фальш-ступица); иногда можно применить ступицу, закрепляемую на барабане с помощью прижимов.
Наружную поверхность обрабатывают обычно за один рабочий ход.
До нарезания винтовых канавок на поверхности барабана протачивают четыре кольцевые риски глубиной 0,5 мм, определяющие начало захода нарезок (расстояния от торцов), длину нарезанных участков и средней ненарезанной части. Так как правая и левая нарезки должны начинаться на одной образующей, на . поверхности барабана (без его вращения) прочерчивается резцом продольная риска путем продвижения суппорта вдоль направляющих станка.
Нарезают канавки радиусным резцом с подачей, равной шагу канавки за 5—10 рабочих ходов. Левую канавку обрабатывают при вращении барабана против часовой стрелки. При радиусе г > 30 мм нарезанию радиусным резцом предшествует предварительное нарезание правым и левым специальными резцами для получения трапецеидального сечения канавки. Вследствие этого число проходов радиусным резцом сокращается. За нарезанием следует переход закругления гребня канавки с помощью специального резца. Качество выполнения токарной операции контролируют измерением диаметра по дну канавки, проверкой с помощью шаблона профиля и шага канавки.
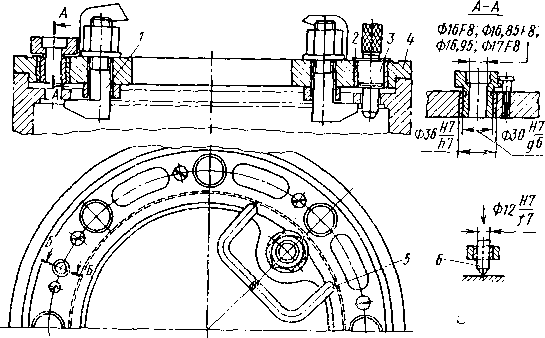
Рис. 2. Накладной кондуктор для барабана
Сверлильные операции. Отверстия для крепления ступиц обрабатывают по 7—9-му квалитету с шероховатостью поверхности 2,5 мкм. Это требует обработки в три перехода — сверление, зенкерование и развертывание. Отверстия обрабатывают по накладному кондуктору с быстросменными втулками и со сменой инструмента в быстросменном патроне.
Так как барабаны собираются со ступицами на чистых болтах по посадке , важно добиться совпадения отверстии в сопрягаемых деталях. Эта задача решается по-разному на различных заводах и везде с большими трудностями.
Для повышения точности расположения отверстий для обеих деталей применяют один и тот же («зеркальный») кондуктор. Этот кондуктор имеет с одной стороны базу (выступ) для установки на барабане, а с другой — выточку для установки на ступице.
Сменные втулки ставят в одни и те же постоянные втулки с той или другой стороны кондуктора, что обеспечивает зеркальное расположение отверстий.
В других случаях барабан и ступицу сверлят по отдельным кондукторам, но оба кондуктора изготовляют одновременно, согласовывая у них расположение кондукторных втулок по окружности и шаг.
На рис. 2. показан накладной кондуктор для барабана. Кондуктор с помощью ручек устанавливают на деталь, базируясь по ней выступом на корпусе, и закрепляют тремя Г-образными прихватами, подводимыми к фланцу детали снизу.
С помощью керна наносят метку, определяющую положение кондуктора при сверлении. Иногда вместо кернения для той же цели кондуктор имеет втулку, через которую сверлится сигнальное отверстие, определяющее положение сопрягаемых деталей при сборке.
Во избежание смещения кондуктора по шагу применяют фиксатор, который ставят в постоянную втулку и в первое просверленное отверстие. Таким образом соединяют кондуктор с деталью.
На некоторых заводах барабаны и ступицы по сопрягаемым отверстиям обрабатывают совместно.
Характерно отметить, что в зубчатой ступице, изготовленной из стального литья, и чугунком барабане отверстия после совместного развертывания имеют разные размеры.
Расположение резьбовых отверстий для крепления троса на наружной поверхности барабана относительно винтовой канавки обеспечивается разметкой по шаблону: его радиусную выемку совмещают с заходным участком винтовой канавки, а места сверления размечают по отверстиям в шаблоне.
Крепежные отверстия барабана обрабатывают на радиальносверлильном станке. Эти операции осложняются необходимостью переустановки крупногабаритных заготовок для обработки отдельных групп отверстий. Для обработки отверстий во фланце под ступицы барабан опускают в специально оборудованное рядом с радиально-сверлильным станком углубление («приямок»), а для обработки таких же отверстий в противолежащем фланце заготовку с помощью мостового крана перекантовывают на 180°. При общей большой трудоемкости операции доля вспомогательного времени в штучном возрастает до 60—70%. Для снижения трудоемкости и облегчения труда применяют двух- и четырехместные кантователи, с помощью которых, используя электромеханический привод, детали поворачивают в требуемое для обработки положение.
Обработка отверстий для крепления каната связана с поворотом кантователя на 90°; кроме того, необходимо открепить каждый барабан и повернуть вокруг оси на угол, обеспечивающий смещение отверстий по дуге.
В мелкосерийном производстве эти отверстия обрабатывают на сборке по разметке, сделанной по шаблону и при установке на роликовой подставке.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Выполнение основных операций и их технологическое оснащение"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы